







前 言
随着生产规模与应用范围不断扩大,单冲式压片机越来越被大家所了解与使用,同时人们也提出了许多新的性能要求。单冲式压片机存在的缺陷制约了其应用范围的进一步扩大,无法满足一些特殊生产的需求,因此必须对现有单冲式压片机的性能进行改进,使之适应新时代生产的需求。
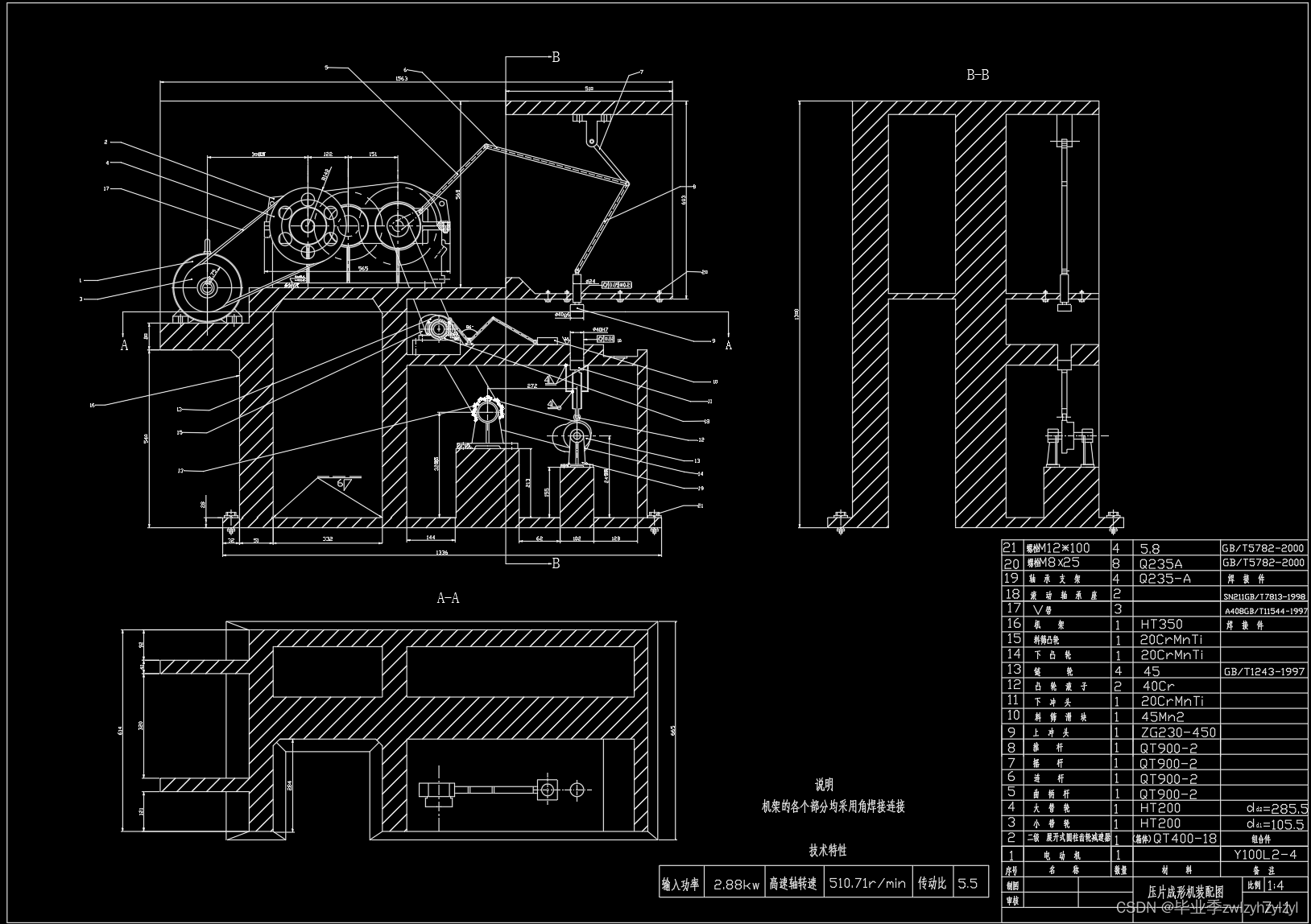
单冲式压片机的结构中应用了曲柄滑块机构与凸轮机构,进行力与动力的传递。曲柄主轴旋转一周,压片机依次完成充填、压片和出片的工作循环。曲柄滑块机构控制着上冲模的上下运行,并在压片时提供主要压力;凸轮机构控制着加料斗与下冲的运动,完成送料与出片运动。。单冲式并不一定只有一副冲模工作,也可以有两副或更多,但多副冲模同时冲压,由此引起机构的稳定性及可靠性要求严格,结构复杂,不多采用。单冲压片机是间歇式生产,间歇加料,间歇出片,生产效率较低,适用于试验室和大尺寸片剂生产。
压片机在现代生活中应用比较广泛,其中以制药行业最为突出。本次毕业设计是对单冲压片成形机进行了研究和设计。在本次的对压片机构造和运动进行了分析。在这次的毕业设计中得到了指导教师的精心批评和纠正,并对压片机中不是很合理的地方进行了修改和设计。
|
| 满载转数 |
| p | 功率 | kw |
|
| 齿轮分度圆直径 | mm | T | 转矩 | N/m |
| z | 齿数 | η | 效率 | ||
| i | 传动比 | N | 应力循环次数 | ||
| m | 模数 | mm | a | 中心距 | mm |
| h | 齿高 | mm | b | 齿轮宽度 | mm |
|
| 扭转切应力 | MPa |
| 圆周力 | N |
|
| 径向力 | N | M | 弯矩 | N/mm |
|
| 计算应力 | MPa |
| 轴承寿命 | h |
| v | 速度 | m/s |
| 带基准长度 | mm |
|
| 小带轮包角 | 。 | Z | V带根数 | |
|
| 压轴力 | N |
| 张紧力 | N |
|
| 链节数 |
| 计算功率 | kw | |
|
| 轮槽角 | 。 | K | 载荷系数 | |
| W | 抗弯截面系数 | mm3 |
| 抗扭截面系数 | mm3 |









冲头压力: 1 5吨(150000N);
生产率: 每分钟2 5片;
机器运转不均匀系数: 1 0%;
驱动电机: 2.8 kw, 1410 r/min。
片剂规格: 直径40mm, 厚度5mm
…………


















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









