









摘 要
石油、军工、新能源、工程开采、航空航天、机械等行业,深孔钻削技术越来越受到广泛关注。在其实际工作中,导向块具有支撑刀具,辅助导向、动态补偿切削力并且能挤压抛光已加工表面的作用。在最后一次的毕业设计里导向块零件的机械加工尤为重要,结合实际工作,导向块加工相对复杂,在这里采用两种加工方法相对比,根据实际情况和加工的需要最终确定其中一种作为设计内容,并进行科学合理的分析。在计划和计算工艺过程时,要明确设计工序需要的工步以及相关工序的安装工位。同时对加工导向块工序的机床的进给量,切削的角度以及走速,机床的选择还有走刀次数,以及最后计算该工序劳动时间都要有明确的计算。
机械加工工艺和夹具的设计是零件的制造必备的专业核心知识,导向块零件在加工过程中必须满足它的精度要求,并且符合加工过程中的实际要求和生产准则。计算和明确定位基准和定位方式,设计夹紧机构、导向机构、绘制夹具总装图,并拆画夹具的主要零件图。
关键词: 导向块零件; 工艺规程设计; 夹具设计
明确毛坯种类、绘画毛坯图
2.1 确定毛坯材料
由于导向块零件的加工方法可以分为槽加工和孔的加工,而且零件的外形也比较复杂,所以选择该加工零件的毛坯材料为HT200。
尽管灰口铸铁的抗拉强度和塑性比较不理想相对较低,但是它铸造性能以及韧性较好,并且有良好的知减震性、润滑性等,在使用导向块深孔钻铣时,能有效地吸收机器震动的能量,减少能量的损失,以更高效的完成零件的加工。铸铁的工艺性能好,不易变形,熔炼设备简单,成本也比较低,因此选用铸件作为毛坯。
2.2 确定毛坯尺寸以及加工量
根据以上的分析,加工导向块零件用到的是铸造件。根据零件是批量生产,所以选择毛坯制造方法为砂型机器造型铸造方法,材料为灰口铸铁,生产类型为大批量生产,查《机械制造工艺设计简明手册》中的表2.2-2取铸件尺寸公差等级CT应该为10级,表2.2-3成批铸件加工余量等级MA应该为G级,数据如表2.1所示[8]。
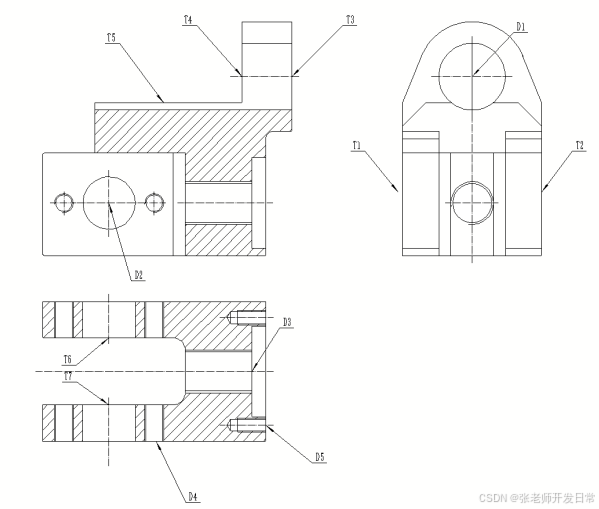
图2.1零件图
机械加工基准,选择工艺路线
3.1 定位基准的确定
3.1.1 粗基准的选择
根据基准重合原则,我们可知道,粗基准的选择应尽量选不加工表面。又因为实际生产中可知M1面不加工,所以为粗基准。先以M1面为基准,对零件的M2端面进行粗铣和精铣;再以M3端面为基准,对零件的M4端面进行粗铣,然后以M4端面为基准面进行M3面的粗铣;然后进行内侧槽的加工,最后根据内孔和端面互为基准的原则进行对孔的加工。
3.1.2 精基准的选择
选择精基准时,主要应以基准重合、统一基准、互为基准等原则方面进行考虑。因此先对导向块粗铣完成的M3面为基准精铣向对立面的M4端面,然后精铣M3端面时我们可以使用M4作为精基准。这样互相精洗,最终以精铣后的M3和M4两端面以及M2面为设为精基准如图3.1所示。
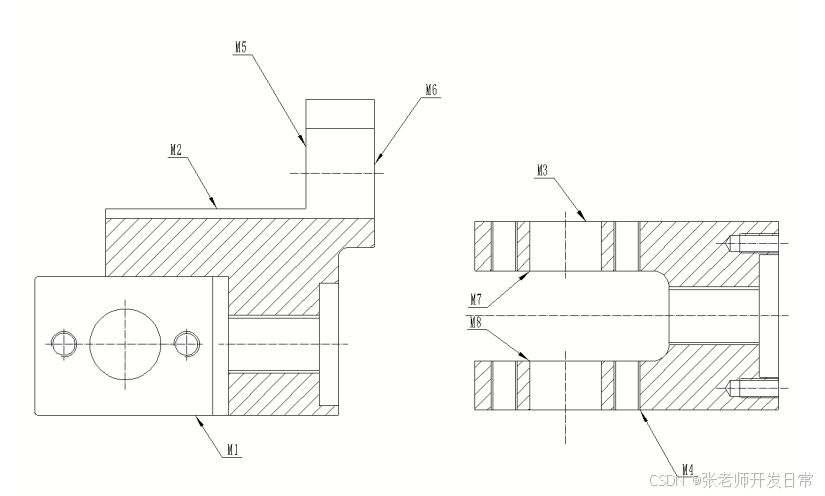
图3.1基准面-参考图
夹具工程图
根据夹具来估算夹紧的可靠性:对加工此工序来说,夹紧力有足够的安全系数,可不进行夹紧力验算。
通过查询材料可知夹具技术条件与和使用方法。本次毕业设计的夹具的技术又如下的一些原则:装配时定位销与零件左侧面要符合规范并且符合设计要求,垂直定位板。夹具底座安装在工作台面保持水平贴合,最大间隙不大于0.02。
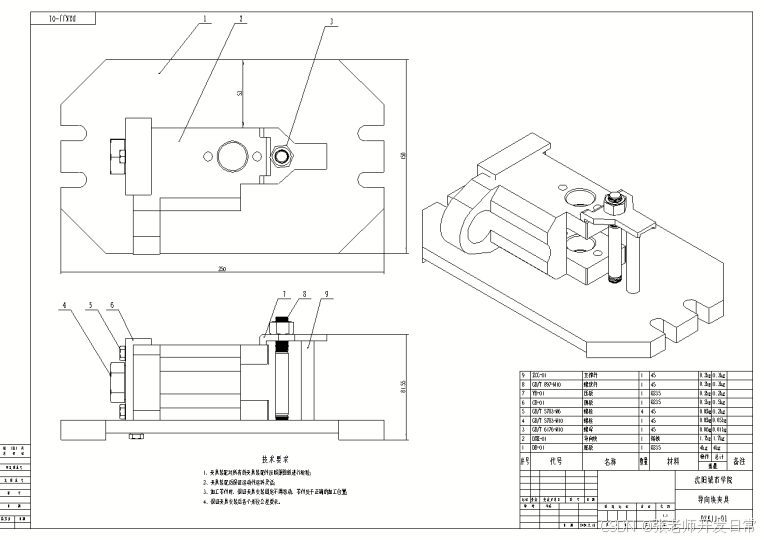
图专用夹具工程图
实物展示
图1实物展示1
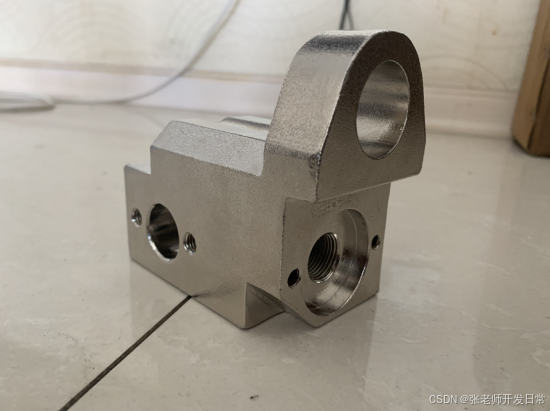
图2实物展示2

结 论
通过以上分析本次的毕业设计是对我们所学课程知识的一个总结。通过毕业设计可以反映出我们在学校期间的学习程度。从而对我们所学专业知识做出正确有力判断。
初步开始设计的时候,难度相当大,因为在校期间自己只是跟从老师的讲解完成基本的工艺设计,但从来没有自己一个人独立完成工艺设计,就只知道一些设计的要求,对大概设计顺序略知,不知道怎么开始,然后一方面咨询老师,一方面查课本总结,查找各种资料,最后得出我要做一个导向块零件机械加工工艺的设计,最开始我找到了零件的图纸,在我要仔细研究图纸,看懂每一个零件的组成,并勤思考该怎么设计,怎么加工,拿到一个零件图要知道基本信息,公差范围,再写出技术要求,帮助自己更好地理解,从头到尾整理后,毛坯零件合图就简单了。
参考文献
[1] 梁柱. 基于现代化机械设计制造工艺及精密加工技术分析[J]. 现在制造技术与装备,2019,(03):187-189
[2] 丁晓东. 零件尺寸设计应遵循的工艺准则[J]. 机械工程师, 2006(2):39-40
[3] 薛儒. 导向块在深孔钻削中的作用[J]. 工具技术,1989(09):32-35.
[4] 王启平等. 机械制造工艺学[M]. 哈尔滨: 哈尔滨工业大学出版社, 2009:104
[5] 庄博. TC4厚壁管锥形辊斜轧穿孔工艺参数优化[D]. 西安建筑科技大学,2017.
[6] 孙丽媛. 机械制造工艺及专用夹具设计指导[J]. 机械工程师, 2002.3(2):53-60
[7] 邓文英. 郭晓鹏. 金属工艺学[M]. 高等教育出版社, 2000.
[8] 杨国侨. 拨叉的加工工艺设计和模具设计[D]. 浙江: 浙江科学研究所2016.1.24
[9] 李益明. 机械制造工艺设计简明手册[M]. 北京: 机械工业出版社, 1993.
[10] 汤文辉. 连杆零件的机械加工工艺规程和专用夹具设计研究[J]. 山东工业技术,2019(05):63
[11] 黄如林. 切削加工简明实用手册[M]. 北京:化学工业出版社,2004.
[12] 朱莉莉. 零件机械加工工艺的设计原则分析[J]. 湖北农机化,2019,(23):66-68
[13] 林艳华. 机械制造技术基础[M]. 北京:化学工业出版社, 2010,3:23-25
[14] 孙丽媛. 机械制造工艺及专用夹具设计指导[J]. 机械工程师,2002.3(2):53-60
[15] 陈宏钧. 实用机械加工工艺手册[M]. 北京: 机械工业出版社, 2003.5:96
[16] 邹青. 机械制造技术基础课程设计指导教程[M]. 北京: 机械工业出版社,2004.
[17] 李庆寿. 机床夹具设计[M]. 北京: 机械工业出版社, 19930.
[18] 甘永立. 几何量公差与检测[M]. 上海:科学技术出版社, 2009.
[19] 张良栋. 机械制造技术基础[M]. 四川:西南交通大学出版社,2009.
[20] 陈洪涛. 数控加工工艺与编程[M]. 高等教育出版社, 2003.8:56
[21] 周昌治,杨忠鉴,赵之渊等. 机械制造工艺学[M]. 重庆大学出版社出版, 2006年12月第6次印刷
[22] 陆振华,袁跃峰,张玉莲等. 可转位深孔钻导向块的设计[J]. 机械设计与制造工程,2018,47(09):51-54

















 1130
1130

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









