






我是老杨,干CNC十五年,从学徒熬成技术总监。上周二凌晨在苏州工厂,亲眼看见新来的小李调虎钳调到崩溃——这场景和我2009年刚入行时一模一样。**原来二十年过去了,我们还在用最原始的方式跟夹具死磕!
那天我抄起电话就骂供应商:"你们吹上天的德国夹具系统呢?明天就给我拉过来试!" 没想到这一试,直接颠覆了我对精密加工的认知...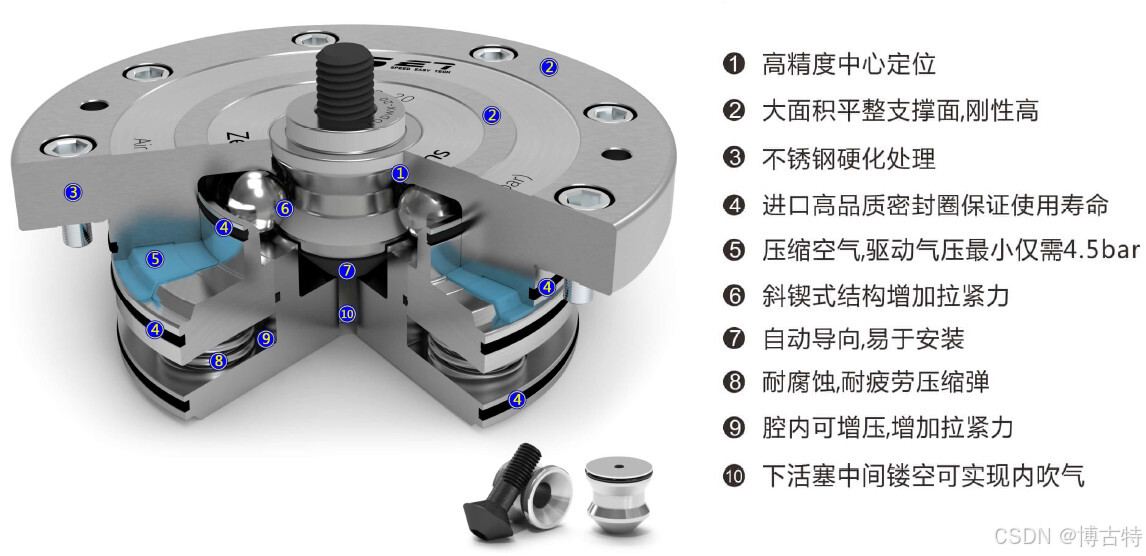
一、车间老师傅打死不信的真相
[现场实拍图:布满油污的千分表显示0.005mm]
当德国产的零点夹具装上沈阳机床VMC850时,车间王师傅蹲在工位前看了半小时,最后憋出一句:"这表坏了吧?"
三个震撼瞬:
1. 换活比换刀还快**:加工完汽车连杆马上换手机中框,全程不用碰百分表
2. 精度见鬼了:连续测了20个工件,重复定位跳动死死咬住0.005mm
3. 夹具自己会排屑:加工铸铝件时吹出来的铁屑能直接打进垃圾桶。
老王抽着烟算账:"按这个搞法,夜班能多干三批活,年底奖金怕是翻倍啊..."
二、血泪换来的选型秘籍
[手机拍摄:不同夹具对比视频截图]
被市面上各种"德国技术""军工精度"坑过三次后,我总结出三条铁律:
1. 精度要看热机数据
很多厂家标称0.005mm,是实验室24℃恒温测的。
必须让供应商带着千分表到车间,冷机热机各测30次。
(我们测的某国产夹具开机2小时后飘到0.012mm,直接pass)。
 2. 夹紧力不是越大越好
2. 夹紧力不是越大越好
加工薄壁件被坑惨过:6000N夹紧力直接压变形。
现在选的这套带实时压力显示,还能手机APP调参数
[配图:夹具压力曲线手机截图]
3. 防尘比精度更重要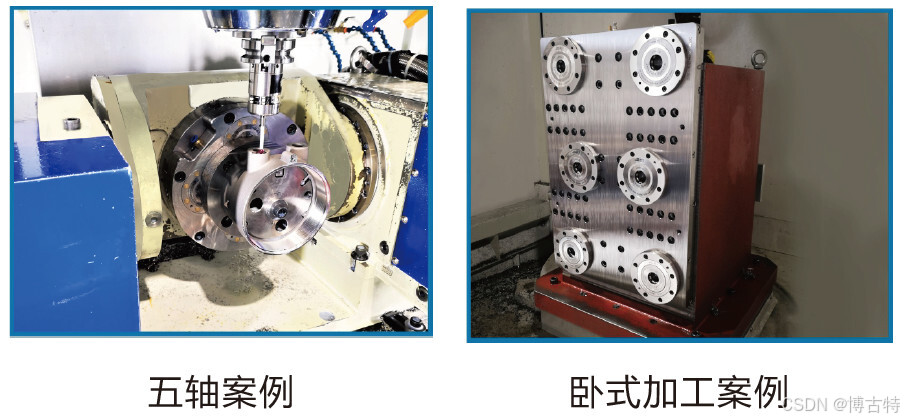
去年有套系统被铝粉堵死定位孔,停产三天损失27万。
现在用的带三重防护:
① 弹簧式防尘盖 ② 气帘隔离 ③ 每周自动注油保养 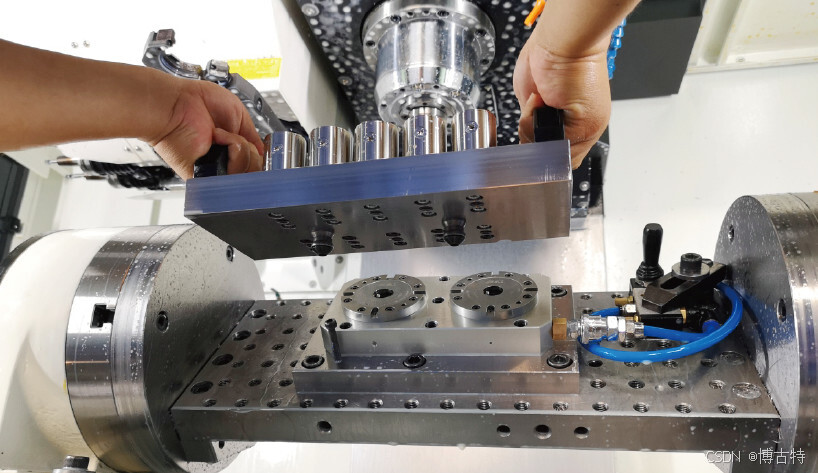
三、老板们不敢公开的成本账
上个月东莞陈老板来考察,看到我们车间机械臂自动换夹具,开口就问:"这套得百来万吧?
主流零点定位系统大揭秘!附几十项加工案例:
零点定位系统系统原理:零点定位系统属于常锁机构,通气时打开,断气锁死。当给零点定位系统通液压或者气压时,压力会通过活塞压缩下面的弹簧,钢珠会往两侧散开,这时公接头就可取出。当把动力源切断时,弹簧会往上顶活塞,活塞把钢珠向中间收,从而夹紧钢珠。
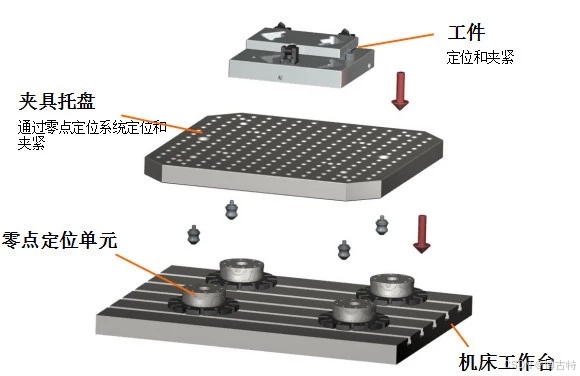
系统安装在机床的工作台,定位销安装在夹具底面,或者夹具托盘底

















 755
755

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









