







文章背景
3d打印机:闪铸的AD5M
封箱:自己使用了保温棉制作了一个封箱
切片软件:闪铸自家的切片软件 FlashPrint
问题1:如何打印出较高质量的支撑面
耗材:点位科技的PETG-CF(碳纤维含量5%)黑色
使用切片软件自带的支撑打印效果有较多的麻点且呗打印物体与支撑接触的平面表面质量不佳,平整度差。使用线形支撑(左侧)和树状支撑(右侧)的效果如下所示

调整与模型间隙后效果也没有得到很好的改善。
对于切片软件配置做出如下修改
打印机->喷头温度 270℃(实测在255摄氏度下高速打印会有堵头风险)
打印机->平台温度 75℃
常规->回抽 0.5mm
支撑->支撑类型 线形
支撑->与模型间隙(X/Y)1.0
支撑->与模型间隙(Z)0.14
支撑->路径形状 折线
支撑->路径间距 2.0
支撑->封顶层数 0
冷却->冷却风扇控制 打印完第一层后打开
冷却->冷却风扇默认速度60%
以上设置可以保证在大面积打印悬空的时候有一个比较好拆又比较平整的支撑接触面。
具体效果如下所示。有5-6段支撑残留已使用镊子手动去除。

问题2:关于Z缝隐藏
闪铸官方的切片软件FlashPrint 5在2024\10\21前的版本没有关于接缝的配置,可设置选项是真的少。
所以选择了OrcaSlicer。下载链接如下https://github.com/SoftFever/OrcaSlicer。拓竹官方切片软件也是在开源版本的基础上进行修改的。
下面是关于Z缝隙的优化
耗材丝设置如下

为了支撑方便拆除建议将支撑接触面风扇拉满、风扇拉满后实测顶部底部Z距离在0.06mm以内都是可以拆除的。
接缝进行如下设置

开启 精度 圆弧拟合
墙顺序 外墙/内墙
开启避免跨越外墙,同时最大绕行长度改为300(感谢三三三文老哥)
同时将外墙打印速度降低为80
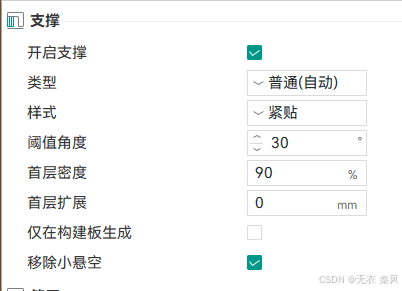
支撑设置如下
以下为优化后效果展示,画圈处为接缝


优化后的接缝特别是圆柱体凭借着灯光才能勉强看出有接缝。效果很好
2025\1\11日补充关于Z缝隙隐藏的内容
首先应该先做压力提前和流量校准,参照拓竹文档。后若仍存在接缝问题可通过额外回填长度来进行接缝改善。我这里是在接缝开始时出现的缺料的情况。所以在额外回填了0.1后有了明显改善。继续细化参数测试回填情况即可,一般以0.1mm的范围进行粗调后再以0.01mm的步进进行细调。

















 1万+
1万+

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









