






UG后处理 三菱 法兰克三轴带刀库备刀通用后处理
======================
功能说明:
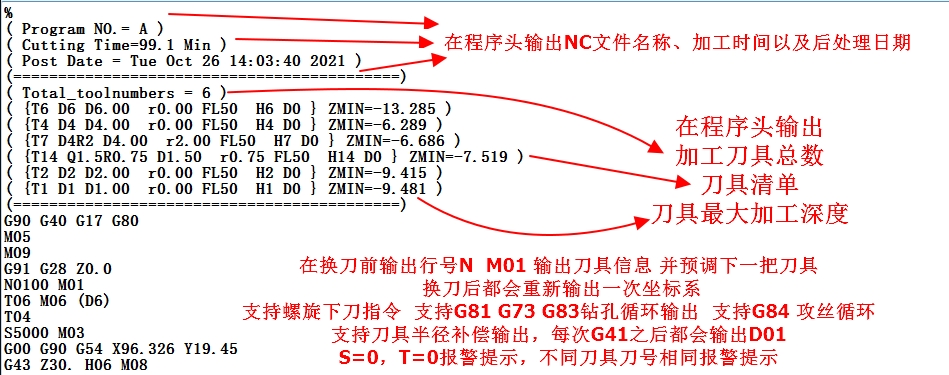
1、在程序头输出NC文件名称、加工时间、后处理日期
2、在程序头输出加工刀具总数、刀具清单、刀具最大加工深度
3、在换刀前输出行号,输出刀具信息,并预调下一把刀具
4、可选择输出G54到G59坐标系,
通过编程坐标里面的“装夹偏置”号来实现。
0为G54,1为G55
5、支持螺旋下刀I J指令,提高机床效率,精简程序
6、支持刀具半径补偿输出,每次G41之后都会输出补偿号D值
7、支持G81、 G73、G83钻孔循环输出
8、支持/M29 G84 G95模式攻丝循环,并可通过编程的暂停“秒”参数实现Q输出
9、S=0,T=0报警提示,不同刀具刀号相同报警提示
10、上机验证后处理,安全可靠有保证!![棒]
======================
本后处理为完整版本 .def .pui .tcl三个文件全部提供
======================
.pui文件仅供参考后处理构成,请勿修改!!谢谢[送花]
ID:8316659578712867
悟了个空
UG后处理是指将UG软件中设计好的零件或装配体的加工信息转化为数控机床能够识别和执行的NC代码的过程。三菱和法兰克三轴带刀库备刀通用后处理是一种特定的后处理软件,可以提供一系列功能来优化后处理的结果。
首先,在程序头部输出NC文件的名称、加工时间以及后处理日期,这些信息可以帮助操作人员快速定位和识别NC程序。此外,程序头部还输出了加工刀具的总数、刀具清单以及刀具的最大加工深度,这些信息对于刀具管理和操作者的选择都非常重要。
其次,在换刀之前,后处理软件会输出当前行号以及刀具信息,并预调下一把刀具。这样的功能可以帮助操作者在换刀过程中更加迅速和准确地进行操作,提高整个加工过程的效率和精度。
接下来,UG后处理还支持输出G54到G59坐标系。这些坐标系可以通过编程坐标中的“装夹偏置”号来实现。具体地,0代表G54坐标系,1代表G55坐标系。这样的功能可以极大地方便操作人员在加工过程中的坐标系的切换和使用。
此外,UG后处理还支持螺旋下刀I、J指令,通过这些指令的使用,可以提高机床的效率,同时简化加工程序。另外,UG后处理还支持刀具半径补偿输出,每次G41之后都会输出补偿号D值。这样的功能可以帮助操作者更加准确地控制刀具的补偿和加工结果。
此外,UG后处理还支持钻孔循环输出,包括G81、G73、G83等常用的钻孔循环输出方式。这些功能可以极大地方便操作人员在加工过程中的钻孔操作。
另外,UG后处理还支持模式攻丝循环,包括M29、G84、G95等常用的模式攻丝循环输出方式。通过编程的暂停“秒”参数,还可以实现Q输出。这些功能可以帮助操作人员更加方便地进行攻丝操作,提高加工效率和精度。
在报警提示方面,UG后处理还提供S=0、T=0报警提示功能,以及不同刀具刀号相同时的报警提示功能。这些提示功能可以帮助操作人员及时发现和解决潜在的问题,确保加工的安全性和可靠性。
最后,UG后处理还提供了上机验证后处理的功能,确保后处理的结果安全可靠,具有保障。在实际应用中,可以通过使用.def、.pui和.tcl这三个文件来进行完整的后处理。
总的来说,UG后处理结合了三菱和法兰克三轴带刀库备刀通用后处理的功能,具有丰富的输出选项和报警提示,可以提高加工过程的效率和精度,帮助操作人员更加方便地进行操作和管理。它是一款非常实用的后处理软件,可以为机床的加工提供技术支持和保障。
相关的代码,程序地址如下:http://coupd.cn/659578712867.html


















 3504
3504

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









