





 本文详细介绍了三菱系统刀库在自动和手动模式下的换刀步骤,包括圆盘式刀库的换刀动作、换刀点调整及错误处理。在自动换刀时,系统会检查各种条件确保安全,而在手动换刀时,操作者需谨慎执行每个步骤,以避免可能的风险。同时,文章还讲解了如何处理换刀错误和调整换刀点,以保证机床的正常运行。
本文详细介绍了三菱系统刀库在自动和手动模式下的换刀步骤,包括圆盘式刀库的换刀动作、换刀点调整及错误处理。在自动换刀时,系统会检查各种条件确保安全,而在手动换刀时,操作者需谨慎执行每个步骤,以避免可能的风险。同时,文章还讲解了如何处理换刀错误和调整换刀点,以保证机床的正常运行。
一、圆盘式刀库换刀动作
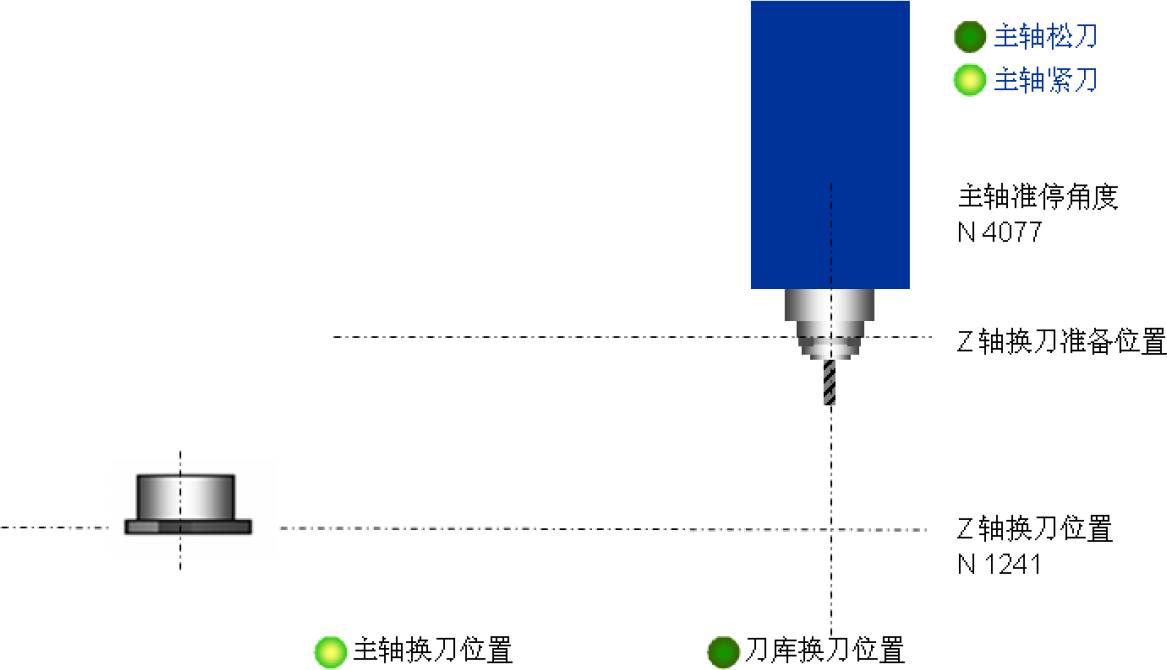
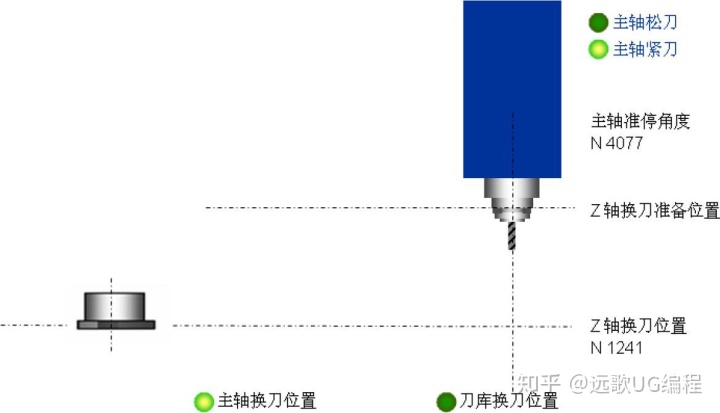
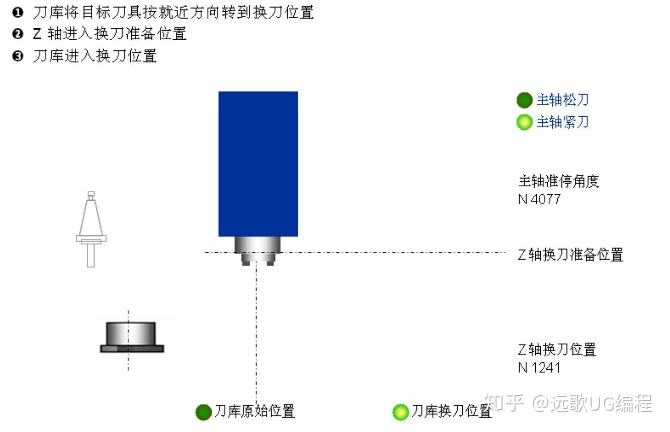
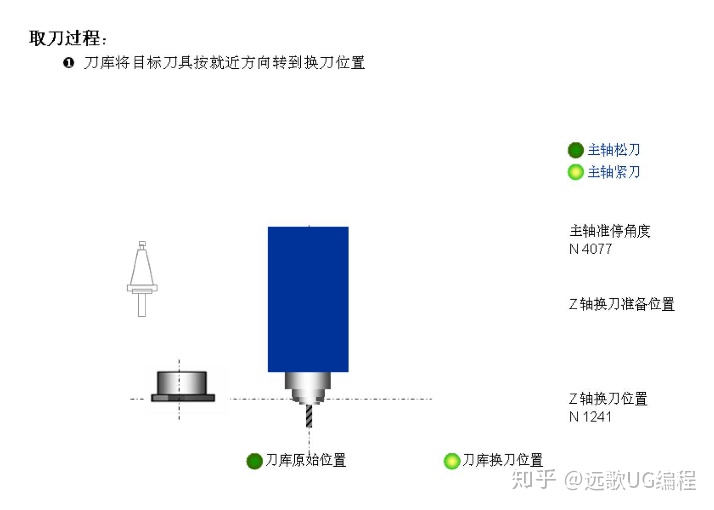
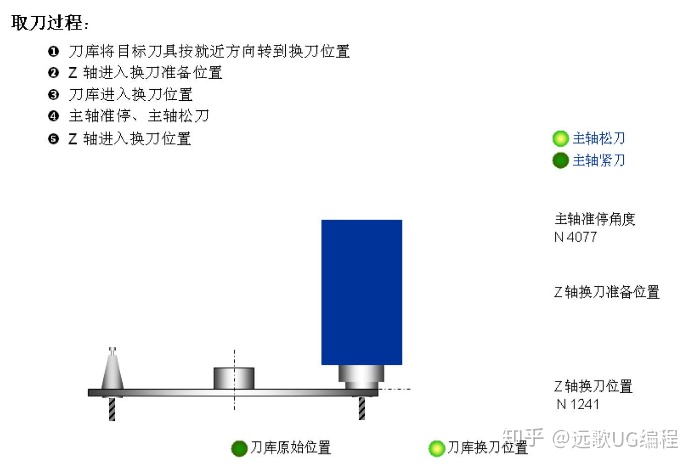
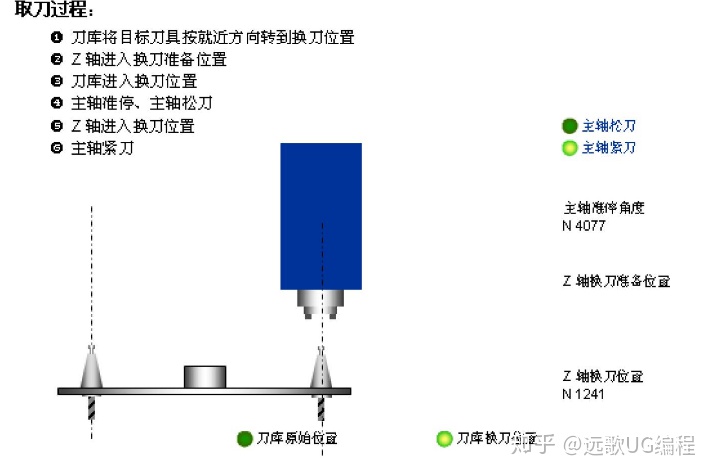
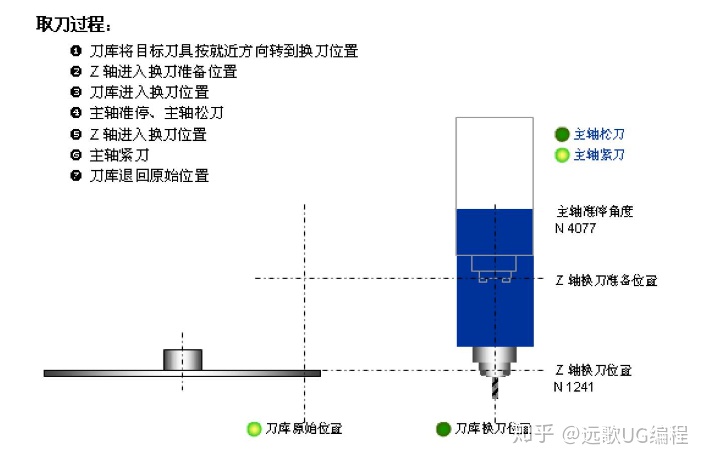
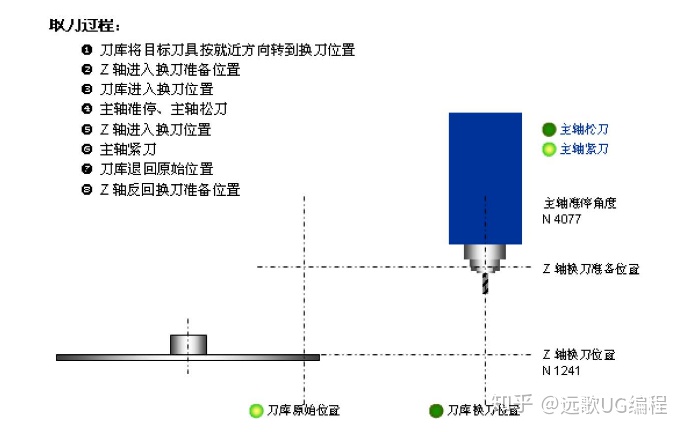
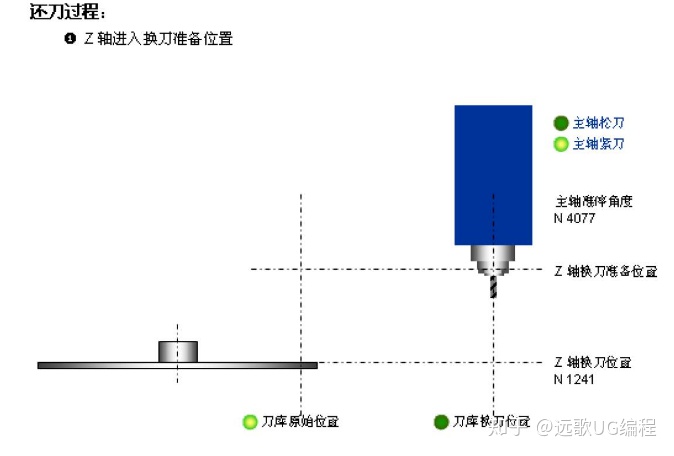
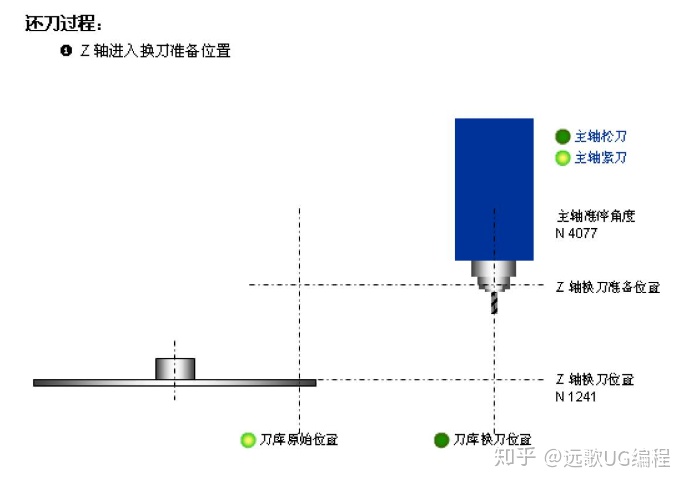
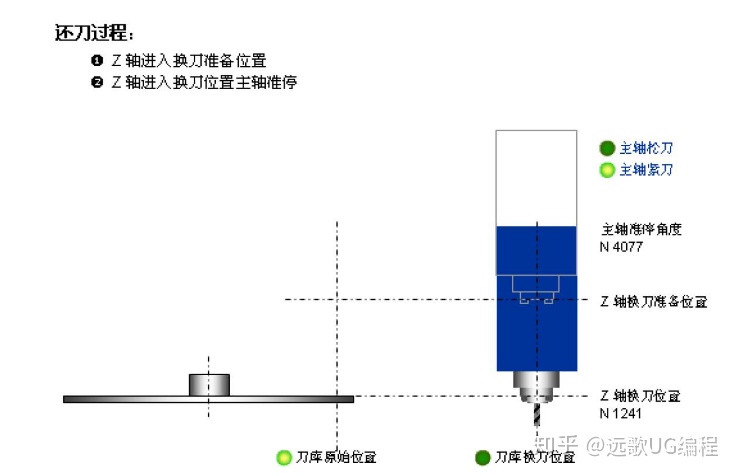
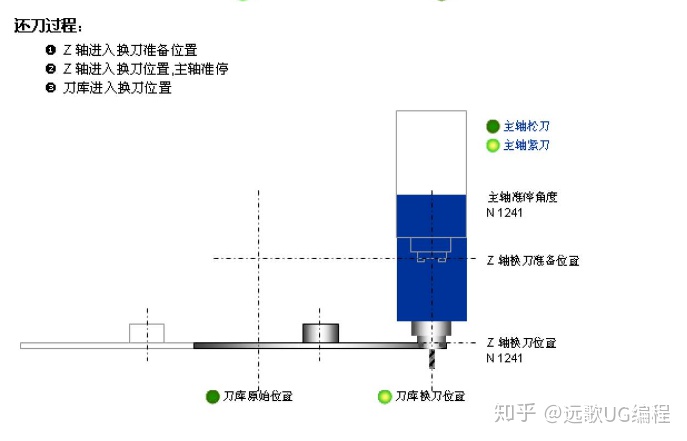
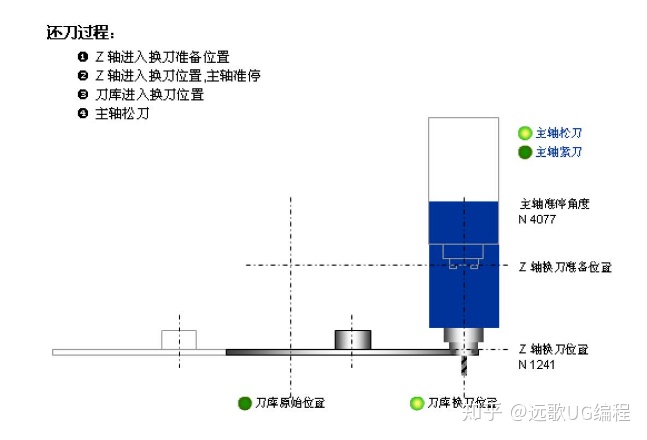
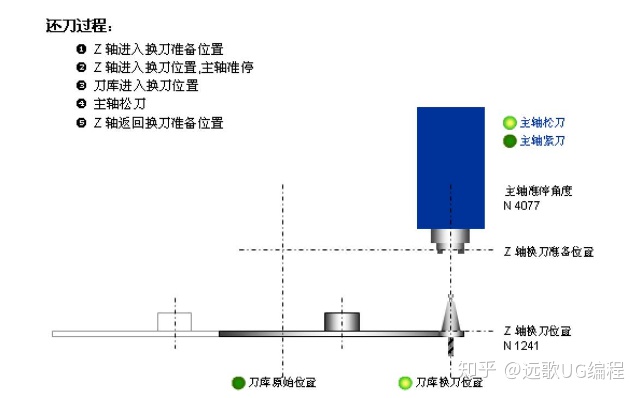
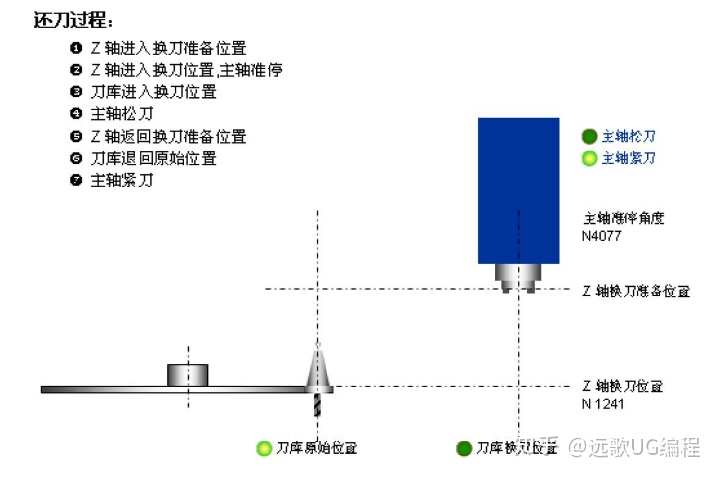
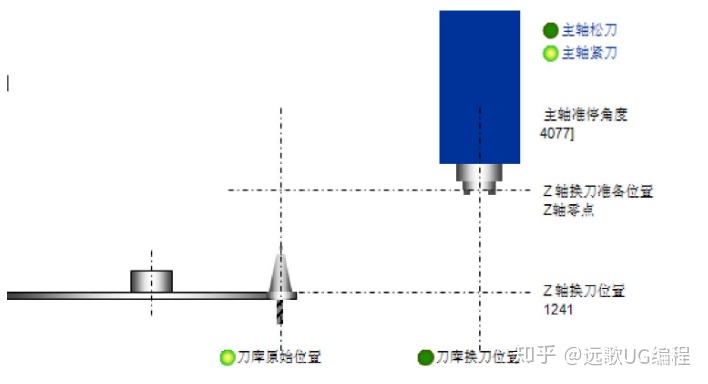
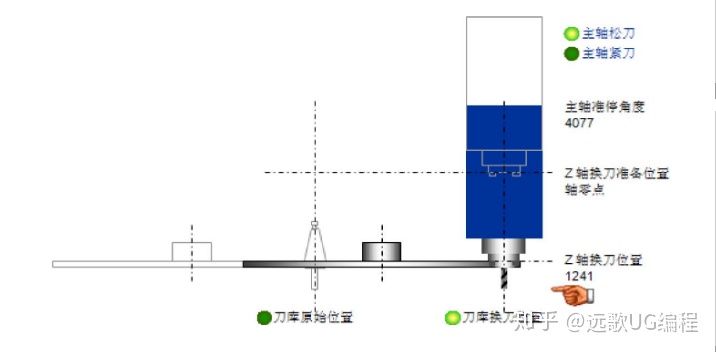
当操作者在自动方式下执行换刀指令时,此时系统将会取消刀具补偿、关闭冷却液、取消高速高精度加工等命令,主轴定向,检测机械手的0度到位信号、刹车信号、扣刀信号、刀套水平信号,主轴卡刀信号、计数器信号均为正常时,系统会执行换刀动作,否则会出现报警信息,提示操作者,换刀条件不满足,不能执行换刀动作。首先系统会根据就近原则选刀,刀盘旋转到目标刀号,、刀套垂直电磁阀吸合,系统检测到刀套向下到位信号满足时,Z轴将抬起到换刀点(即第二参考点),机械手旋转到扣刀位置,系统检测到刹车到位信号和扣刀到位信号后,主轴执行松刀动作,此时刀具会被安全夹在机械手臂上,并吹气,目的是吹掉刀具上的水和灰尘,防止刀具装进主轴后,损坏主轴,系统检测到刀具松开到位信号后,机械手旋转180度,将主轴上和刀套上的刀具进行互换,主轴卡紧刀具,系统检测到刀具卡紧到位信号时,机械手旋转到到0度,刀套向上电磁阀吸合,刀套向上水平,主轴上的刀具现在已经放到了刀库里,从刀库里取出的刀具也卡在主轴上,系统检测到刀套向上退到位信号和刀具已经卡紧的信号,系统会自动将用户所编辑程序的大部分模态指令恢复,完成整个还刀取刀动作。详细过程看以下图解:
二、圆盘式刀库自动、手动换刀的操作
1、自动换刀
在自动方式下(MDI、EDIT)执行TXX(数值为1——刀库的最大容量数量);M06,格式如下:
T_;
M6;
用T后面的两位数指定所需使用的刀具号,T代码和M代码分2行编写,且T代码和M代码之间可以编写加工代码,能够实现预选刀具,该指令将使机床以快捷方式选择刀具。
需要注意的是,当指定了规定数量之外的刀号时,将发生报警(换刀T代码非法);在同一程序段指定X、Y轴移动和换刀时,例如(G00X500M06T02),刀库的旋转与X、Y轴移动同时进行;指定的刀具号与当前主轴上的刀具号相同时,只进行主轴定向,Z轴返回原点,不进行换刀操作。
2、手动换刀
在手动方式下换刀很危险,操作者应当对机床的刀库的换刀动作很了解方可执行换刀动作,不提倡操作者手动换刀,想学习UG编程可以加QQ群:304214709领取学习资料和课程,在此介绍手动换刀的动作目的是刀库在自动方式下换刀动作不能执行,还有必要将刀具从机床上取出时,执行手动换刀动作。为了操作者的安全,一定要按照步骤执行操作,具体的操作方法如下:
a)、手动将Z轴移动到相对安全的位置,通常是Z轴要在机械手水平位置高一些,不撞到机床的正极限为主,即使误操作,机械手旋转,刀库和主轴也不会发生干涉现象,不会损坏主轴也不会损坏机械手;
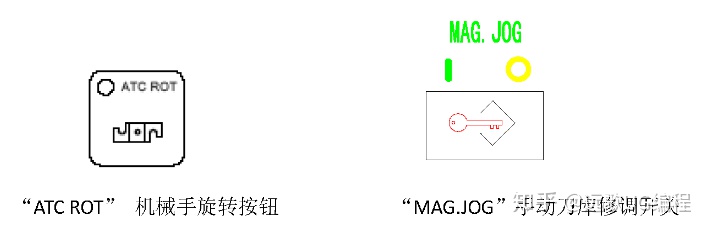
b)、将钥匙开关MAG.JOG调到ON;
c)、在手动方式下(JOG)将按动机床控制面板上的刀库正转或者是刀库反转的按钮,将想要从刀库上取出的刀具旋转到刀库的豁口处(机床防护间的左窗位置);
d)、将急停按钮按下,打开机床防护间的左窗门,将刀具从刀库上取出;
e)、关好门,将急停报警解除;
f)、确认刀盘是在后退到位的位置;
g)、在手动方式下,将Z轴移动到刀库以下,既正常的Z轴的有效行程里,手动取刀的动作完成。
h)、将钥匙开关MAG.JOG调到OFF。
三、圆盘式刀库换刀点的调整
机床由于各种原因致使刀库换刀点变动,需要重新调整机床换刀点位置。重新设定Z轴换刀点位置时,必须满足各轴都已经完成原点设定为前提。具体操作步骤如下;
确认主轴上没有刀具。将手动刀库调整钥匙开关【MAG.JOG】调整到0N的位置。
选择手摇方式,将Z轴移动到靠近零点的位置,使主轴下端高于机械手臂,保证机械手在扣刀位置时不会与主轴箱发生碰撞。
按动【机械手旋转】按钮,使机械手转动到扣刀位置。
手动轻轻转动主轴,使主轴扣刀键与机械手臂上的键槽完全对应,此时主轴角度为主轴定向角度。此时查看诊断445号,将445中显示的数据填写在参数4077中。主轴定向角度设定完成。注:如果诊断中没有445号,先将参数3117#1设置为1。
选择手轮方式,移动Z轴回到零点的位置。选择MDI方式,执行M19,使主轴处于定向状态,移动Z轴,确认定向角度正确。
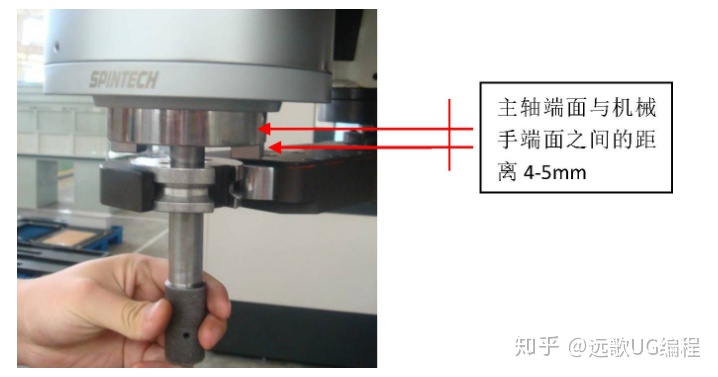
保持主轴定向状态,使机械手处于扣刀位置,选择手轮方式,将Z轴向下移动时,测量主轴端面与机械手端面之间的距离,当两者之间的距离达到4-5mm时,此时的Z轴机械坐标值为换刀点位置。把此数值填入到系统参数1241的Z坐标中。
设定完成Z轴换刀点系统有关参数后,移动Z轴到零点位置,手动使机械手回到原点位置。
刀库刀盘回零。在MDI方式下执行刀库初始化M指令,刀盘转到第1号刀盘位置,刀盘初始化完成。
关闭刀库调整钥匙开关【MAG.JOG】,刀库调整完成。
四、圆盘式刀库换刀错误的处理
在换刀过程中按下复位按钮等时,换刀将在中途停止,并发生报警,此时可执行自动修复程序,可解除所有相关报警。
1、刀库回零操作
当刀库换刀不正确,主轴抓的刀具并非指令刀具时,可以用刀库回零来解决。刀库回零即为使刀库的1号刀座旋转至换刀位置。操作方法为运行以下程序段:
a)、将钥匙开关MAG.JOG调到ON;
b)、在MDI方式下,执行刀库初始化M指令;
c)、程序执行结束后,将钥匙开关MAG.JOG调到OFF。
2、刀盘旋转不到位或机械手不在原点时的手动旋转刀盘
刀盘旋转不到位或机械手不在原点时,不能进行自动换刀,此时,需要手动修调刀库,使刀盘停止时刀位准确。
手动旋转刀盘的方法:
a)、将钥匙开关MAG.JOG调到ON;
b)、手动方式下(JOG),按操作面板上的刀盘正转按钮或刀盘反转按钮,使刀盘停止在准确的位置上。
c)、刀盘停止在准确位置后,将钥匙开关MAG.JOG调到OFF。

















 1万+
1万+

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









