






西门子S7-1200PLC双轴定位算法电池焊接控制博图程序 案例,触摸屏画面采用威纶触摸屏。
程序设计结构灵活,采用SCL语言+梯形图结构,项目包括:
1.博图V15PLC程序
2.威纶通触摸屏程序
3.电气施工图纸(PDF版本)
4.电气采购BOM清单
5.DI DO定义表
西门子S7-1200PLC双轴定位算法电池焊接控制博图程序 案例,触摸屏画面采用威纶触摸屏。
-
引言 在工业自动化控制领域,PLC(Programmable Logic Controller,可编程逻辑控制器)作为一种常用的控制设备,广泛应用于各种生产过程中。本文将介绍一个基于西门子S7-1200PLC的双轴定位算法电池焊接控制博图程序案例,并采用威纶触摸屏作为人机界面,通过技术分析和详细描述,为读者提供全面的技术参考。
-
PLC程序设计结构 本案例的PLC程序设计结构灵活,采用了SCL(Structured Control Language,结构化控制语言)与梯形图结合的方式。SCL语言具有结构化、模块化和面向对象的特点,可大大提高程序的可读性和维护性。
-
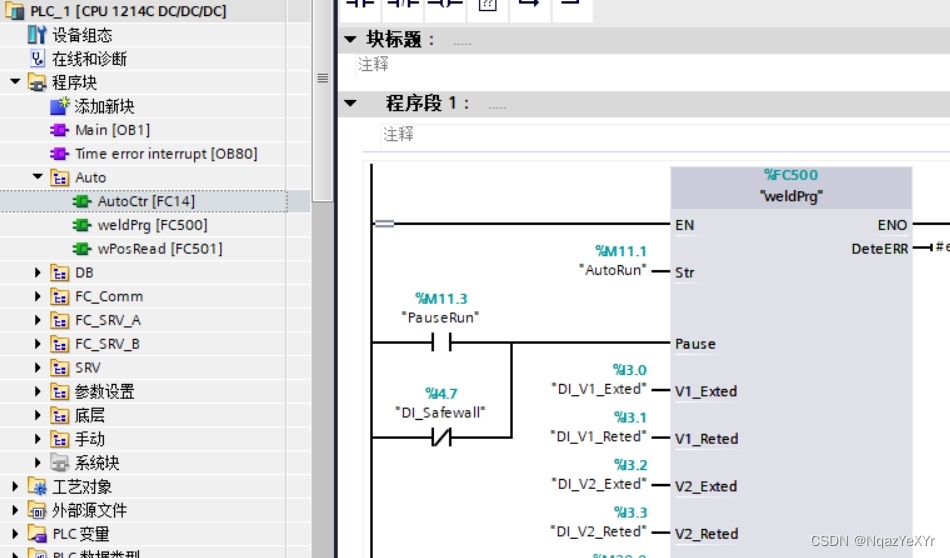
博图V15PLC程序 博图V15PLC程序是本案例的核心内容,通过对电池焊接过程进行准确的控制,实现精确的定位和焊接。该程序结构清晰,采用模块化设计,方便扩展和维护。具体包括了以下几个模块:
3.1. 数据采集模块 该模块通过PLC的模拟量输入模块,实时采集电池焊接过程中的电流、电压和温度等重要参数。通过对这些参数的监测和分析,可以确保焊接过程的质量和稳定性。
3.2. 控制模块 控制模块是整个程序的核心,通过采用双轴定位算法,控制焊枪的运动轨迹和焊接力度,实现对电池的精确焊接。该模块内部包含了各种控制算法和逻辑判断,能够根据实际情况对焊接参数进行动态调整,提高焊接质量和效率。
3.3. 通信模块 通信模块负责与触摸屏进行数据交互,将采集到的数据、控制参数和运行状态等信息实时传输给触摸屏,并接收触摸屏发送的指令和设置。通过与触摸屏的高效通信,实现了人机交互和远程监控功能。
-
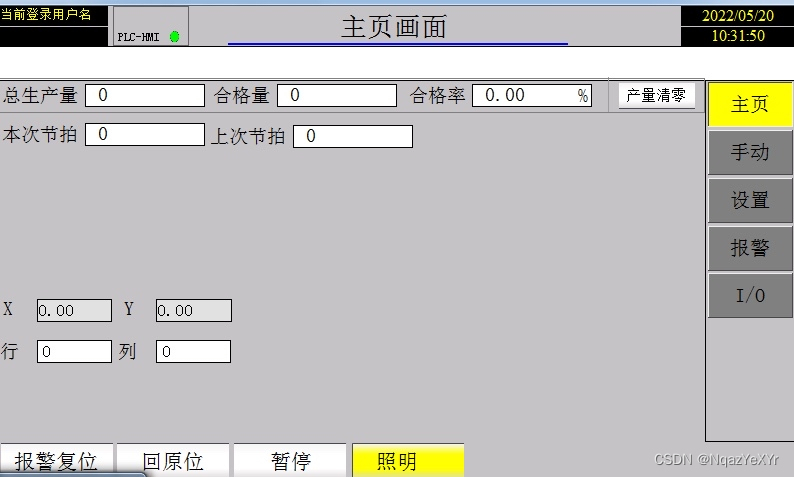
威纶触摸屏程序 威纶触摸屏作为本案例的人机界面,承担着与操作人员的交互和信息展示功能。触摸屏程序通过与PLC的通信,实时获取焊接参数和运行状态,并将其可视化地显示在触摸屏上。操作人员可以通过触摸屏对焊接过程进行监控和控制,同时还可以进行参数设置和报警处理等。
-
电气施工图纸和采购清单 为了方便电气施工和设备采购,本案例还提供了电气施工图纸和采购BOM(Bill of Materials,物料清单)清单。电气施工图纸以PDF版本形式提供,详细描述了PLC和触摸屏的布置位置、接线方式和端子定义等信息。采购BOM清单则列出了所需的电气元件和设备清单,方便进行采购和安装。
-
DI DO定义表 为了使程序具有更高的可扩展性和通用性,本案例还提供了DI(Digital Input,数字输入)和DO(Digital Output,数字输出)定义表。通过定义表,可以快速修改程序对输入输出信号的适配,实现对不同设备和场景的兼容和应用。
-
结论 本文围绕西门子S7-1200PLC双轴定位算法电池焊接控制博图程序案例展开,详细介绍了程序的设计结构和各个模块的功能。通过该程序,可以实现对电池焊接过程的精确控制和监测,并通过威纶触摸屏进行人机交互和远程监控。电气施工图纸、采购清单和DI DO定义表提供了便捷的安装和扩展方式。本案例为读者提供了一个实用的技术参考,有助于提高工业自动化控制的效率和可靠性。
相关代码,程序地址:http://lanzouw.top/675519875496.html


















 2435
2435

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









