






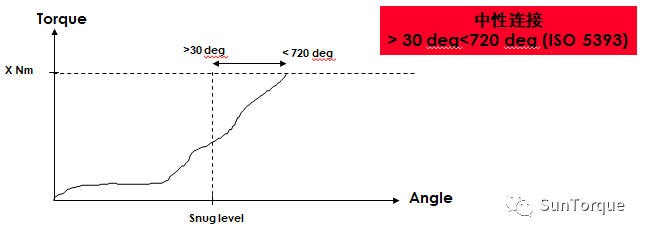
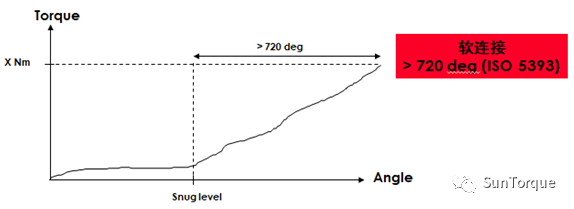
螺栓连接状态分类
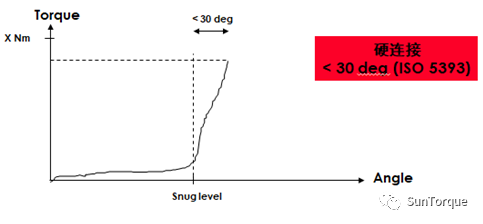
动态力矩与静态力矩
01
动态扭矩
在装配过程中工具或设备所实时显示的扭矩,是螺栓克服动态摩擦所达到的扭矩。
一般定扭矩工具和拧紧机预先设置的扭矩值也是动态扭矩值,用于生产过程中。
02
静态扭矩
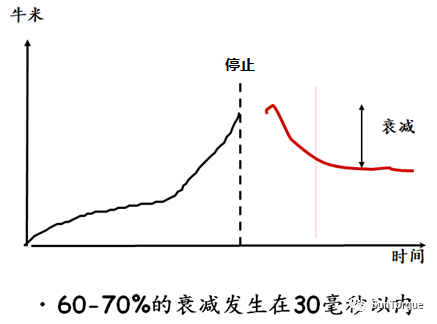
在被拧紧的螺栓停止后,再继续沿着拧紧方向克服静态摩擦所达到的最大扭矩为静态扭矩。静态力矩是螺栓紧固之后测量的,又称为检测力矩。
在静态力矩检测中,如果静态力矩小于动态力矩,则认为扭矩存在衰减。
*衰减不一定就是螺栓连接失败,需要试验论证。
扭矩衰减的概述
任何连接,随着时间的推移都会有一定程度的扭矩衰减,软连接扭矩衰减尤为严重,扭矩衰减不能完全避免。只能通过各种影响因素的控制和优化来改善衰减状况,来确保扭矩衰减后的夹紧力不低于设计夹紧力的最低要求。
扭矩衰减的影响因素
扭矩衰减的影响因素很多,一般我们可以从以下几个方面进行分析:
1.工件和螺栓
材料硬度、材料强度、表面粗糙度、结构形式、螺纹升角。
2.拧紧温度
拧紧速度、不合理的摩擦、材料膨胀系数的不同。
3.人/机/法
适用的工具、装配方法、装配顺序、拧紧策略、拧紧速度、拧紧顺序。
扭矩衰减的改善措施
螺栓扭矩衰减的原因有很多,以下仅从生产工艺和产品设计角度列举几个常见的改善措施:
01
生产工艺
1.拧紧策略
多步拧紧法,在拧紧过程中停顿一定时间以释放弹性形变。
角度拧紧法,扭矩加转角拧紧法,尽量降低螺栓的弹性形变,减少扭矩衰减。
反松拧紧法,可在要求扭矩之前反松螺栓,再次拧紧,降低表面粗糙度,减少扭矩衰减。
2.拧紧速度
降低拧紧速度可在一定程度上减少衰减。
3.拧紧顺序
多螺栓工位可多轴同步拧紧,或者单轴多步逐渐拧紧。
02
产品设计
1.表面粗糙度
表面粗糙度越小,表面越光滑,拧紧扭矩衰减越小。
2.材料硬度
工件或螺栓硬度越高,材料嵌入越困难,扭矩衰减越小。
3.弹性材料
垫圈或者塑料,应制定完善的拧紧策略,保证拧紧完成后满足产品扭矩要求。
4.螺栓螺纹
细牙螺纹的螺距小,拧紧完成后不容易松动,因此选择细牙螺纹会减小扭矩衰减。
03
连接处理
1.使用螺纹胶
2.增大摩擦力
如安装弹簧垫圈和使用双螺母等。
3.机械性防松
这类利用各种止动零件,阻止螺纹与零件的相对转动来实现防松。常见方法有开口销与槽形螺母、止退垫圈与圆螺母、止动垫圈与螺母、申联钢丝等。
4.不能拆的防松方法
利用定位焊、点铆等方法把螺母固定在螺栓或被连接件上,可以把螺钉固定在被连接件上,达到了防松的效果。















 274
274











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









