






 文章探讨了柴油机油底壳紧固螺栓因扭矩衰减导致的渗油问题,通过增加扭矩、涂螺纹胶、预涂胶螺栓和增加压板等工艺试验,发现预涂胶螺栓尤其是NDExpand-A-Lock能显著改善扭矩衰减,但预涂胶质量对效果有直接影响。
文章探讨了柴油机油底壳紧固螺栓因扭矩衰减导致的渗油问题,通过增加扭矩、涂螺纹胶、预涂胶螺栓和增加压板等工艺试验,发现预涂胶螺栓尤其是NDExpand-A-Lock能显著改善扭矩衰减,但预涂胶质量对效果有直接影响。
某发动机企业的一款主打柴油机油底壳紧固螺栓多达26颗,柴油机运行后,受柴油机温度升高和高频振动的影响,该处螺栓扭矩衰减情况较为严重。该处螺栓扭矩衰减严重会导致油底壳和机体结合面渗油,影响产品质量。
本文通过增加扭矩、紧固螺栓涂螺纹胶、螺栓底部增加压板等工艺试验,寻求改善扭矩衰减情况的方法,以提升柴油机装调质量,提升用户满意度,并为同行提供一定的经验借鉴。
拧紧原理
利用拧紧使螺栓拉伸变形,这种弹性变形产生了轴向拉力,将零件挤压在了一起,称为夹紧力。
理论上,只要产生了足够的夹紧力,完全可以保证被夹零件在振动、高低温等恶劣环境下安全工作,而不必使用涂胶等辅助方法。而事实上由于过程的复杂性,需要用不同方式来保证足够的夹紧力。
在拧紧中螺栓受力如图1 所示。为得到拧紧力,需要施加扭矩,施加的扭矩并不像夹紧力那么简单。
扭矩公式:扭矩M=力F×力臂L,在施加的扭矩中,90%的扭矩被摩擦力消耗,其中螺栓头下摩擦力占50%,螺纹副中摩擦力占40%,只有10%的扭矩转化为夹紧力,这就是所谓的5—4—1原则,如图2所示。
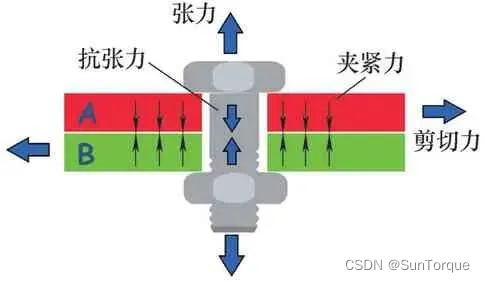
 图1 螺栓受力
图1 螺栓受力
油底壳紧固螺栓扭矩衰减问题描述
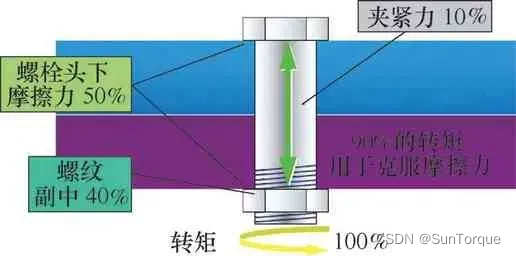
 图2 所述5—4—1原则
图2 所述5—4—1原则
该柴油机油底壳螺栓共有26颗,4颗分布在齿轮室,4颗分布在后油封座,其余18颗分布在机体上,采用的是普通镀锌组合螺栓Q1460816F36、Q1460820F36。
总装环节安装油底壳时,扭矩按照普通8.8级螺栓扭矩要求22±5N·m进行控制,拧紧顺序按中间到两边交叉拧紧,符合工艺要求。
而柴油机经过校车后,冷态下再次测量油底壳紧固螺栓的扭矩(采用静态检测法),即对已经拧紧的螺栓用扭矩扳手沿螺栓的拧紧方向再施加一个逐渐增大的扭矩,直至螺栓再一次产生拧紧运动。
读出此时的瞬时值(角度越小越好,一般10°左右),螺栓的平均扭矩衰减到了7.9N·m,其中最小扭矩只有4.3N·m,扭矩衰减情况较为严重,且市场上也有相关整车厂家反馈该款柴油机油底壳紧固螺栓扭矩不足的问题。
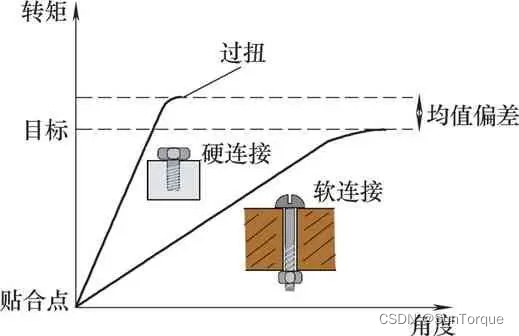
 图3 软、硬连接曲线区别
图3 软、硬连接曲线区别
油底壳螺栓联接是典型的软连接(软连接即螺栓与工件到达贴合点后,仍需旋转2圈以上以达到目标扭矩的连接方式)。
软连接方式一般拧紧扭矩的衰减在20%以上,也正是因为软连接的衰减特性,导致该款柴油机油底壳螺栓在拧紧完成后,出现复检扭矩偏低的问题,为油底壳结合面的漏油故障埋下风险。软、硬连接区别如图3所示。
改善扭矩衰减情况的工艺试验
为改善该款柴油机油底壳螺栓扭矩衰减的情况,工艺技术人员考虑了几种解决方案。
🔺增加拧紧扭矩,以确定残余扭矩和扭矩衰减状况,从而判断原始拧紧工艺是否制定符合理。
🔺涂覆不同的螺纹锁固胶,实现螺纹防松。
🔺在油底壳安装面增加压板,改变工件连接结构,增大螺栓头与工件的接触面积,并能增加压应力的均匀性。
拟通过实施这几个工艺试验,找出最佳解决方案。
1、增大扭矩试验
工艺人员选取20台生产样机,在柴油机总装环节分别按22N·m、25N·m(工艺规定的最大拧紧扭矩,如超过25N·m,可能会损伤连接件)进行扭矩控制。
生产样机在完成总装安装后,进入热试台架开展热试试验,试验完成后,工艺人员重新检测残余拧紧扭矩,数据见表1。
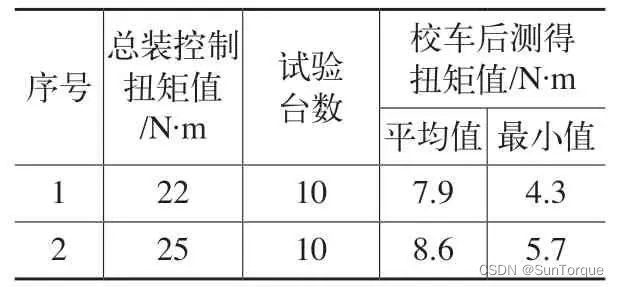
 表1 增大扭矩试验结果
表1 增大扭矩试验结果
根据试验结果,可以判断在一定范围内增加拧紧扭矩对于扭矩衰减情况改善并不明显,油底壳螺栓扭矩衰减与现有拧紧工艺的制定关系不大,需要在其他方面查找原因及改善方案。
2、涂中高强度螺纹锁固胶试验
工艺人员再次选取10台生产样机,每批5台分2批,装机时油底壳紧固螺栓分别涂中强度螺纹锁固胶3243、中高强度螺纹锁固胶3262,总装控制扭矩22 N·m,校车后测量扭矩,数据见表2。
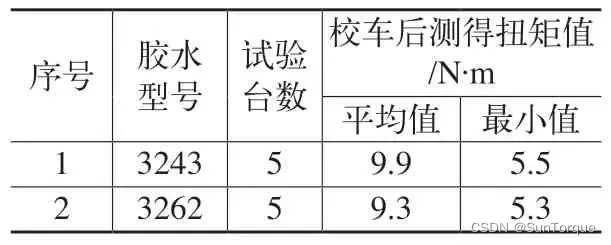
 表2 涂中高强度螺纹锁固胶试验结果
表2 涂中高强度螺纹锁固胶试验结果
根据试验结果,油底壳螺栓现场涂中高强度螺纹锁固胶,对于螺栓扭矩衰减并无较大改善(工艺人员分析。由于厌氧型螺纹锁固胶胶液固化时间长,而生产间隔短,检测时,锁固胶有可能并未固化,并未起到锁固作用。
另外,螺纹锁固胶有可能只是能起到锁固防松作用,对于拧紧扭矩的增加无任何影响),且油底壳螺栓数量多,现场涂胶严重影响生产节拍,使用现场涂胶的方法并不能解决扭矩衰减的问题。
3、改用预涂胶螺栓试验
工艺人员再次选用了ND Expand-A-Lock和乐泰204胶两种预涂胶螺栓进行工艺试验。
根据试验安排,再次选取10台生产样机,使用ND Expand-A-Lock预涂胶螺栓,选取10台生产样机,使用乐泰204预涂胶螺栓。总装环节控制扭矩22 N·m,校车后测量扭矩,数据见表3。
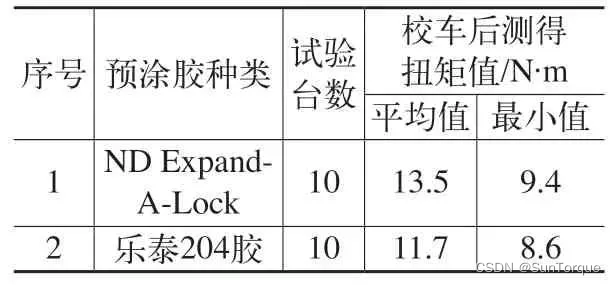
 表3 改用预涂胶螺栓试验结果
表3 改用预涂胶螺栓试验结果
根据试验结果,改用预涂胶螺栓后,扭矩衰减情况均有一定程度改善,特别是最小值扭矩有较大提高。
而两种预涂胶的螺栓数据相比,使用ND Expand-A-Lock预涂胶螺栓的情况改善更为明显,可以初步断定,使用预涂胶螺栓锁固效果作用更快,因此复检时,残余扭矩较大,可以满足工艺要求。
4、增加压板试验
工艺人员为了从根本上解决油底壳螺栓扭矩衰减的问题,又在产品结构上进行了改良和验证,即参照其他系列柴油机结构,在油底壳处增加压板,螺栓头部拧在垫板上,增加摩擦力及受力均匀性,如图4所示。
试验中,总装环节安装油底壳时在螺栓底部增加压板,螺栓拧在压板上,并控制扭矩22 N·m,校车后测量扭矩,数据见表4。
根据试验结果,在安装油底壳时增加压板能够一定程度上改善油底壳紧固螺栓扭矩衰减情况。

 图4 增加压板示意
图4 增加压板示意
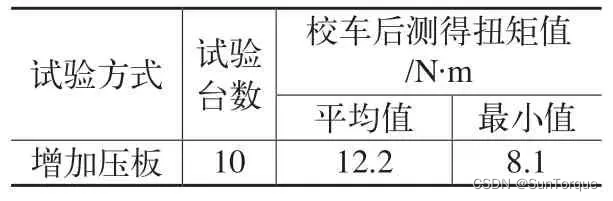
 表4 增加压板试验结果
表4 增加压板试验结果
5、试验总结
通过上述增加扭矩、涂螺纹胶、改用预涂胶螺栓及增加压板等工艺试验,可以得出增加扭矩和涂中高强度螺纹锁固胶对于扭矩衰减并无多大改善,且操作不便。
而改用预涂胶螺栓和增加压板对于扭矩衰减均有一定程度的改善,其中改用ND Expand-A-Lock预涂胶螺栓的情况改善更为明显,且增加压板对于成本和总装工序内容均有增加,不是最优选择。
因此,改用ND Expand-A-Lock预涂胶螺栓在现阶段就作为改善油底壳紧固螺栓扭矩衰减的有效方案。为此,工艺人员进行了5批次共82台柴油机使用ND Expand-ALock预涂胶螺栓的扩大试验,具体数据见表5。
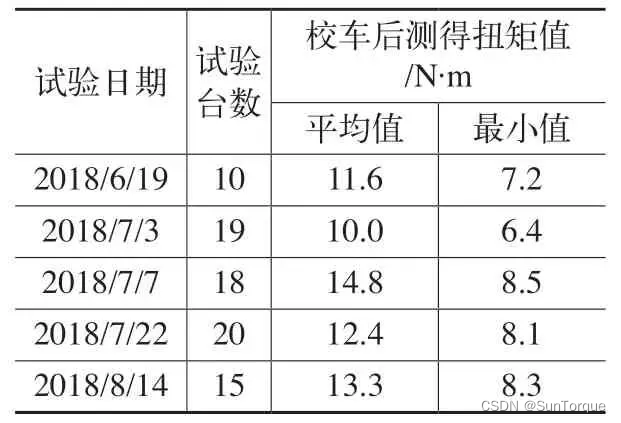
 表5 ND预涂胶螺栓的扩大试验结果
表5 ND预涂胶螺栓的扩大试验结果
根据扩大试验发现,螺栓的预涂胶质量对于扭矩衰减也存在较大影响,预涂胶螺纹牙数不够或预涂胶有缺陷都会导致扭矩衰减的改善效果降低。
当360°涂布,头部留0.5~1牙,涂布6~8牙时既方便螺栓安装,也能保证改善扭矩衰减情况的效果。因此严格把控预涂胶质量,保证预涂胶质量的稳定性,也是改善螺栓扭矩衰减的重要保障。


















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









