






 本文介绍了如何使用AutoCAD的AutoLisp和VisualLISP编辑器,编写一个LISP函数,自动从多线段提取坐标并保存为CSV文件,以简化3D打印路径规划过程。
本文介绍了如何使用AutoCAD的AutoLisp和VisualLISP编辑器,编写一个LISP函数,自动从多线段提取坐标并保存为CSV文件,以简化3D打印路径规划过程。
背景
【2024.3.25】 我自己规划3D打印的路径时,使用AutoCAD进行具体的路径规划,但是苦于其多线段的坐标难以直接导出,摸索多日未得善终。
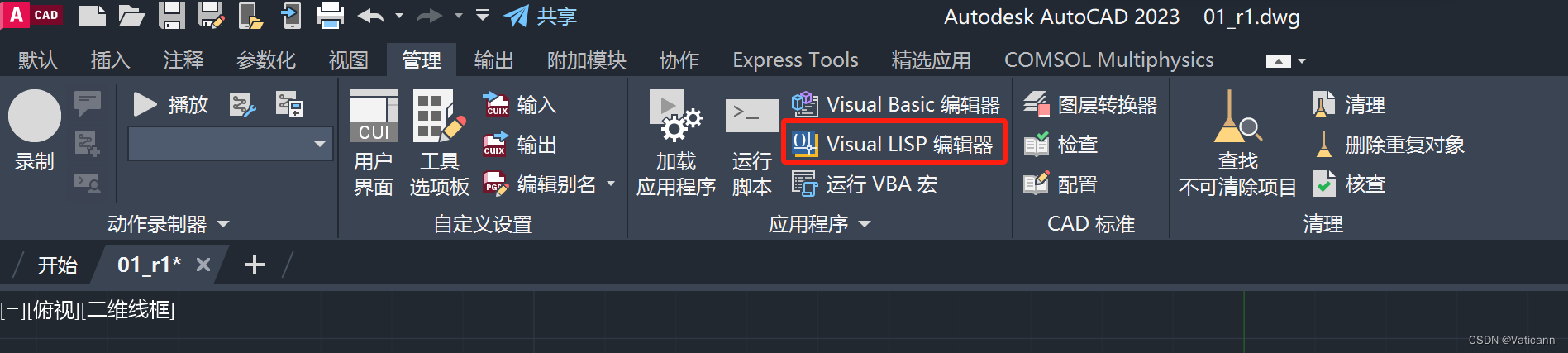
而后在ChatGPT4的建议下使用AutoCAD自带的代码语言AutoLisp,及其编辑器 Visual Lisp,实现选取多线段自动导出其所有坐标点为csv文件的功能。
具体代码由ChatGPT4生成,这里放在最后。
【2025.3.30】鉴于有学弟要重复我的工作,于是将这篇博文详实一些。
具体操作方式
这个操作方式可以实现 点几下就能将Autocad里的多线段直接变成可以运行的Gcode文件。
- 将[线段]转成[多线段]然后合并,或者将多个[多线段]合并在一起
参考文章: AutoCAD多条线合并为一个整体即一条多段线方法
实际上就是使用在【命令行】输入”PE“,然后根据它的按钮指引就能完成线段合并。 - 使用的语言和编辑器 :AutoLisp和Visual LISP 编辑器
autolisp代码片段
; 定义一个新的LISP函数
(defun c:GetPolylinePointsCSV ()
; 获取当前文档的名称
(setq doc (vla-get-ActiveDocument (vlax-get-acad-object)))
(setq filename (vla-get-Name doc))
; 提取文件名(无扩展名)
(setq filetitle (vl-filename-base filename))
; 设置输出CSV文件的路径和文件名
(setq csvpath (strcat filetitle "_polyline_points.csv"))
; 提示用户选择一个多项段
(setq ss (ssget "_:S" '((0 . "LWPOLYLINE"))))
(if ss
(progn
; 如果用户成功选择了一个多项段
(setq pline (ssname ss 0))
; 打开或创建一个CSV文件来保存坐标
(setq f (open csvpath "w"))
; 写入CSV头部(如果需要)
; (write-line "X, Y" f)
; 初始化顶点索引
(setq vtx 0)
; 循环遍历多项段的所有顶点
(while (setq pt (vlax-curve-getPointAtParam pline vtx))
; 将每个顶点的坐标写入文件,格式为CSV
(write-line (strcat (rtos (car pt) 2 2) ", " (rtos (cadr pt) 2 2)) f)
; 移至下一个顶点
(setq vtx (+ vtx 1))
)
; 关闭文件
(close f)
(princ (strcat "\n顶点坐标已成功保存至" csvpath "。"))
)
(princ "\n操作取消或未选择多项段。")
)
; 清理并结束函数
(princ)
)
; 在脚本末尾调用函数,使其在加载时自动执行
; 注意:这将立即执行函数,而不等待用户输入
(c:GetPolylinePointsCSV)
; 启动消息
(princ "\n'GetPolylinePointsCSV' 函数已自动运行。")
(princ)
- 编辑器中操作;
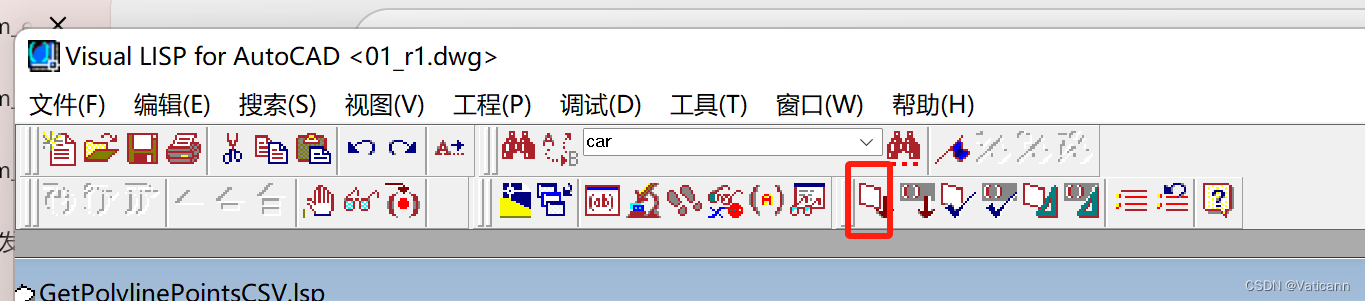
①在【文件】其中新建文件,将上述代码复制进去保存
②首次加载的话,点击下方图片上对应的按钮,然后回到cad绘图界面,接着选择多线段即可。
加载过的话,可以在【autocad的命令行】输入”GetPolylinePointsCSV“,这样就可以重复使用选取多线段的功能了,如下图所示:
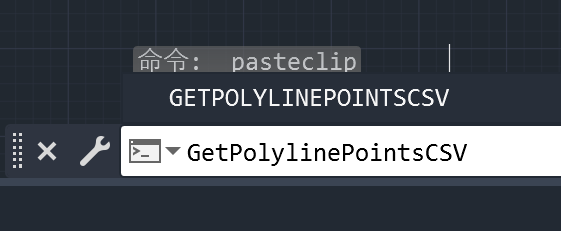
③然后就会在dwg文件夹下生成一个csv文件。
- 可能要注意的事项;
如果不知道Lisp编辑器具体怎么使用,可以去B站上面查,几分钟就能学会。
Abaqus拓扑优化仿真链接
我是跟这个up主学习的:机械臂拓扑优化
这个up主的其他视频也有介绍其他限制条件(比如纯平面)的拓扑优化仿真
总之很酷!

csv文件经由Python生成Gcode
其实我想过用autolisp一步到位,但是那个编程语言不太好使,还是用python转变成Gcode比较合适。
也考虑过用Python启动选取AutoCAD中的多线段直接导出想要的gcode文件,这样可以减少autolisp的步骤,但是python与autocad之间的连接一直不太稳定,这样反而更费功夫,于是不再使用这个方法。
import math
# import os
import pandas as pd
# import numpy as np
# height:层高, X0 Y0 Z0:整体路径的对应坐标会加上这些值,F:打印的速度(开始和结束代码在本文件开头处修改),layer_num:层高,
# symmetry: 0,每层打印完从初始点开始打印回去;1,每层打印完后从最后打印的一个点沿着原路径打印回去。 对称开启意味着你规划的路径同一层内首尾不相接
# save_index: 给生成的gcode文件名上自动添加的后缀
# Ex:每个点的E值 = E * Ex,所以Ex是调整E值的倍率因子
# T:喷头(T0或T1),如只有一个喷头,请置空(T=“”)
def generate_path(height=0.35, X0=100.0, Y0=100.0, Z0=0.0,F=600, layer_num=6, symmetry=0,
filepath='', filename='', save_index='',Ex = 1.0, T=""):
# 输入层高
# height = 0.35
# 输入中心坐标:X0,Y0
# X0 = 100 # 大黑机,树脂打印头的初始点为(0,0),连续纤维打印头的初始点为(74,-28)
# Y0 = 100 # 重置初始点,保证同一位置,两个打印头都能打印到。
# Z0 = 0
# symmetry = 1 # 是否对称
# layer_num = 6 # 打印层数
E = 0
# 输入开始的默认代码
original_code = f''';【【path{save_index}】】
{T}
M109 S220
M82
G28
G90
G21
G92
M106 S155
'''
# 输入结束的默认代码
final_code = '''
G1 Z30
M107
M104 S0
M140 S0
'''
speed = F
X_location = 0 # X坐标所在列 第A、B、C列为 0,1,2
Y_location = 1 # Y坐标所在列
# 读取坐标,文件是csv类型
data_firstlayer = pd.read_csv(filepath + filename + ".csv", header=None, index_col=None)
len = data_firstlayer.shape[0] # 一层的点的数量
Gcode_txt = open(filepath + filename + save_index + "_2gcode.gcode", 'w')
# 写入开始代码
Gcode_txt.write(original_code)
# 处理并写入坐标
z_value = 0 + Z0 # 层高初始化
# 打入初始点,初始点不参与循环
# txt1 = "G1 X" + str(round(data_firstlayer.iat[2, X_location] + X0, 3)) + " Y" + str(
# round(data_firstlayer.iat[2, Y_location] + Y0, 3)) + ' E2.00' + '\n'
# print(txt1)
# Gcode_txt.write(txt1)
# 设定初始点,并将初始点写入代码,初始点是有效打印线段的第一个点,方便计算E值
xx_1 = float(data_firstlayer[X_location][0])
yy_1 = float(data_firstlayer[Y_location][0])
txt1 = f"""
G1 X{xx_1 + X0} Y{yy_1 + Y0} Z3 F2500 \nG1 F{speed}\n"""
# print(txt1)
Gcode_txt.write(txt1)
sym_open = 0
data = data_firstlayer
data_firstlayer_reversed = data_firstlayer[::-1]
i = 0
# 开始生成打印路径的gcode代码,并且写入
while i != layer_num: # 打印完最后一层就停止了
i += 1
z_value += height
txt1 = "G1" + " Z" + str(z_value) + '\n'
# print(txt1)
Gcode_txt.write(txt1)
if symmetry == 1:
if sym_open == 0:
data = data_firstlayer
sym_open = 1
else:
data = data_firstlayer_reversed
sym_open = 0
for j in range(0, len):
# 赋值点,方便后继调取
xx = data.iat[j, X_location]
yy = data.iat[j, Y_location]
xx = float(xx)
yy = float(yy)
# 计算E值,E值是累积的,Ex是倍率
Add_E = math.sqrt((xx - xx_1) * (xx - xx_1) + (yy - yy_1) * (yy - yy_1))
E += Add_E * Ex
# 生成Gcode指令行,并输入Gcode
txt1 = f"G1 X{xx + X0} Y{yy + Y0} E{E} \n"
# 保存本行的点,方便下一行计算E值
xx_1 = float(data.iat[j, X_location])
yy_1 = float(data.iat[j, Y_location])
# 将gcode代码写入文本文件里
# print(txt1)
Gcode_txt.write(txt1)
# 写入结束代码
Gcode_txt.write(f'G1 Z{z_value}')
# print(f'G1 Z{z_value}')
Gcode_txt.write(final_code)
Gcode_txt.close()
print_time = (E/Ex)/F
print(f" 【【{save_index}】】 Transformed successfully; \n final_Z: {z_value} height: {height}; \n layer_number: {layer_num}, symmetry: {symmetry}; "
f"\n filename: {filename}; \n filepath: {filepath}; \n print_time: {print_time}min")
print()
return 1
if __name__ == "__main__":
# excel文件请保存为csv类型
# 路径和名称
filepath = r"C:/Users/"
filename = 'honeycomb3_polyline_points'
# Xr = 0 # 树脂打印头的初始位置
# Yr = 0
# Xf = 0 # 纤维打印头的初始位置 # 73.5,24
# Yf = 0
#根据需要生成不同的树脂
# resin = generate_path(height=0.2, X0=100 + Xr, Y0=100 + Yr, Z0=0, layer_num=1, symmetry=0, filepath=filepath,
# filename=filename, save_index='_resin', Ex=0.0665*2, T="T0") # 生成树脂层路径
fiber = generate_path(height=0.35, X0=100, Y0=100, Z0=0, F=300,layer_num=300, symmetry=0, filepath=filepath,
filename=filename, save_index='_fiber', Ex=1,T="T1") # 生成连续纤维路径
# little_black = generate_path(height=0.2, X0=100 , Y0=100 , Z0=0, F=300, layer_num=10, symmetry=0, filepath=filepath,
# filename=filename, save_index="little_black")

















 1056
1056

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









