






信捷PLC(XDH-60T4-E)/HMI(TG765S-ET)
金属件非标打磨工作站PLC程序/HMⅠ程序/电气图/全套资料。
EtherCAT通讯控制7轴(台达ASD-A2-E)做直线、圆弧插补及加工路径连续运行,加工速度倍率实时修改,实现毛刺厚时自动降速,毛刺薄时自动提速,提高打磨效率,实现耗材的自动位移补偿功能,实现打磨数据库管理,便于工艺优化及追溯。
电子手轮定位便于调机及轨迹的规划。
复杂运动轨迹的规划及设计实现。
MODBUS通讯控制3台变频器实现高速电主轴实时转速的控制及主轴电机电流、扭矩的实时监测。
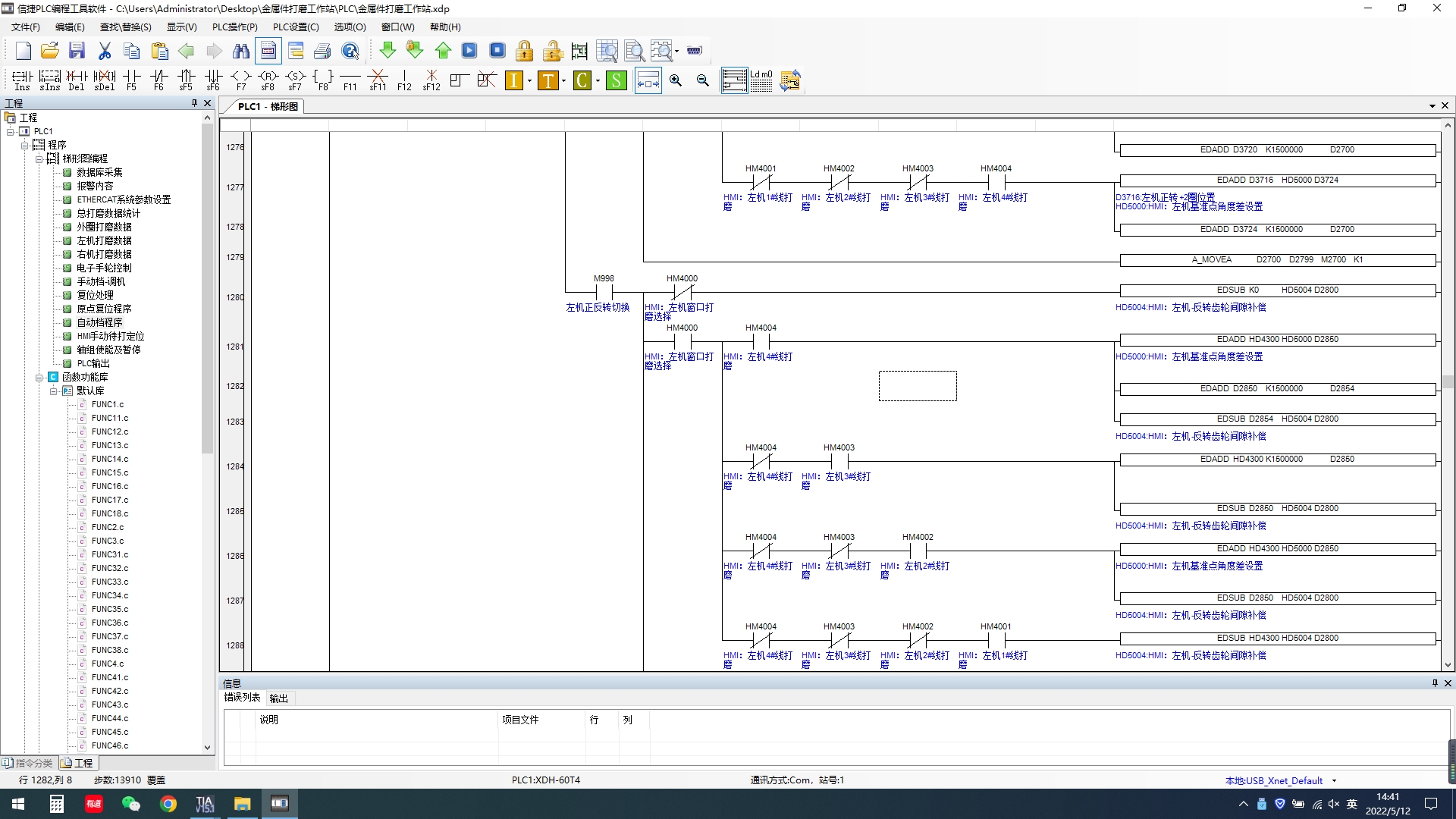
PLC程序14003步,HMI程序43画面
ID:898674414285065
t***3
标题:基于EtherCAT通讯控制的金属件非标打磨工作站
摘要:本文介绍了一种基于EtherCAT通讯控制的金属件非标打磨工作站,该工作站采用PLC程序和HMI程序控制,实现了7轴的直线、圆弧插补及加工路径连续运行,并能根据毛刺厚度自动调整加工速度,提高打磨效率。此外,工作站还具备自动位移补偿功能,打磨数据库管理以及复杂运动轨迹的规划与设计实现。同时,通过MODBUS通讯控制3台变频器,实时控制主轴转速并监测主轴电机电流和扭矩。
关键词:EtherCAT通讯控制;PLC程序;HMI程序;非标打磨工作站;毛刺厚度;自动位移补偿;打磨数据库管理;复杂运动轨迹;MODBUS通讯控制;主轴电机监测
-
引言
金属件非标打磨工作站在工业生产中具有重要的应用价值。然而,传统的打磨工作站存在效率低、工艺难以优化以及追溯困难等问题。为了提高打磨效率、实现工艺优化以及方便追溯,本文提出了一种基于EtherCAT通讯控制的金属件非标打磨工作站。 -
系统架构设计
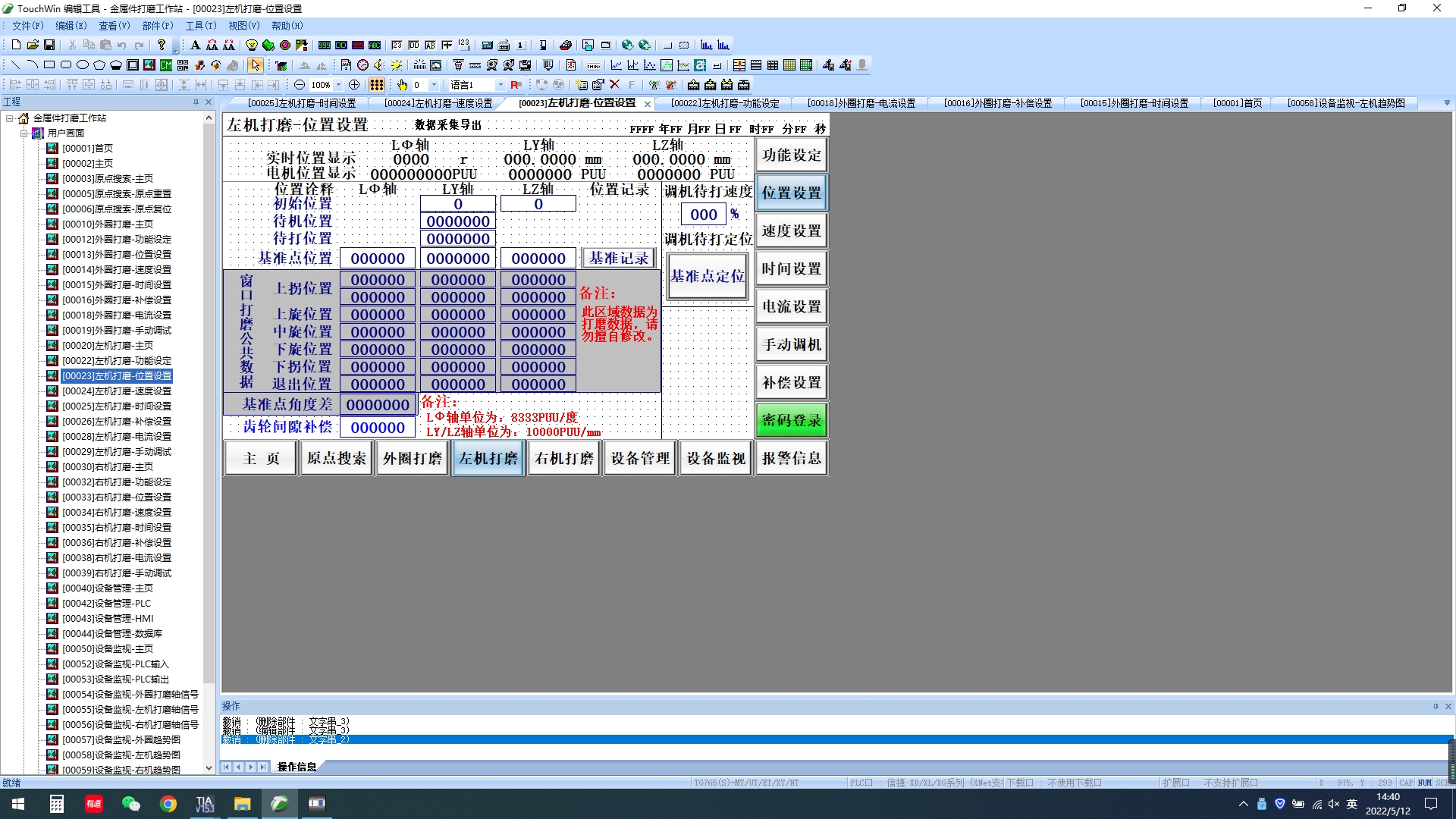
金属件非标打磨工作站采用了信捷PLC(XDH-60T4-E)和HMI(TG765S-ET),通过EtherCAT通讯控制7轴运动,实现直线、圆弧插补及加工路径连续运行。同时,工作站还具备实时修改加工速度的功能,根据毛刺厚度自动降速或提速,从而提高打磨效率。 -
自动位移补偿功能
为了进一步提高打磨效果,工作站还实现了自动位移补偿功能。通过电子手轮定位实现调机和轨迹规划,能够根据实际工件情况自动调整位移补偿,确保打磨效果的一致性。 -
打磨数据库管理
为了方便工艺优化和追溯,工作站实现了打磨数据库管理功能。通过记录打磨过程中的参数和数据,可以对工艺进行实时分析和优化,提高生产效率。同时,也方便进行追溯,了解每一次打磨的详细情况。 -
复杂运动轨迹规划与设计
对于一些特殊形状的工件,工作站能够实现复杂运动轨迹的规划与设计。通过PLC程序和HMI程序的控制,可以自动根据工件形状生成相应的运动轨迹,实现精确打磨。 -
主轴电机控制
为了保证打磨效果和安全性,工作站通过MODBUS通讯控制3台变频器,实时控制主轴电机转速,并对主轴电机电流和扭矩进行实时监测。通过合理控制主轴电机参数,可以提高工作站的稳定性和可靠性。 -
总结
本文介绍了一种基于EtherCAT通讯控制的金属件非标打磨工作站,该工作站能够实现7轴的运动控制,具备直线、圆弧插补及加工路径连续运行的功能。通过自动位移补偿、打磨数据库管理、复杂运动轨迹规划与设计以及主轴电机控制等功能的实现,提高了打磨效率和工艺优化的能力。该工作站在金属件非标打磨领域有着广泛的应用前景。
致谢:感谢信捷PLC和HMI以及台达ASD-A2-E变频器的技术支持和参与。
以上相关代码,程序地址:http://matup.cn/674414285065.html















 448
448











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









