







挤出机的速度决定了出料的速度,对成品的精度至关重要。慢了容易生成小泡泡,快了容易抽丝。
主板是前面讲到的 mega2560 + Ramps1.4,刷 Marlin 固件。以下翻译自 Titan Assembly - E3D-Online
得益于泰坦挤出机使用了一种公开转速比的连续机械齿轮,我们可以设定一个很精确的 steps / mm(每毫米步数)。
每毫米步数 = 电机步数 * 细分数 * 齿轮转速比 / (大齿轮直径 * π)- 标准的电机步数 = 400,但对于老式的电机来说是 200(请查阅电机的文档)
- 标准细分数 = 16
- 齿轮转速比 = 3
- 大齿轮直径 = 7.3
200 * 16 * 3 / (7.3 * 3.142) = 418.5
400 * 16 * 3 / (7.3 * 3.142) = 837测试是否正确的方法:在挤出机进料口处距离 120mm 的线材上做个标记;然后操控挤出机缓慢前进 100mm。再测试标记距离进料口是否准确的 20mm。不是的话需要调整上面的数值。
原文对如何操控挤出机前进不是很很详细。笔者补充一种简单的方法。
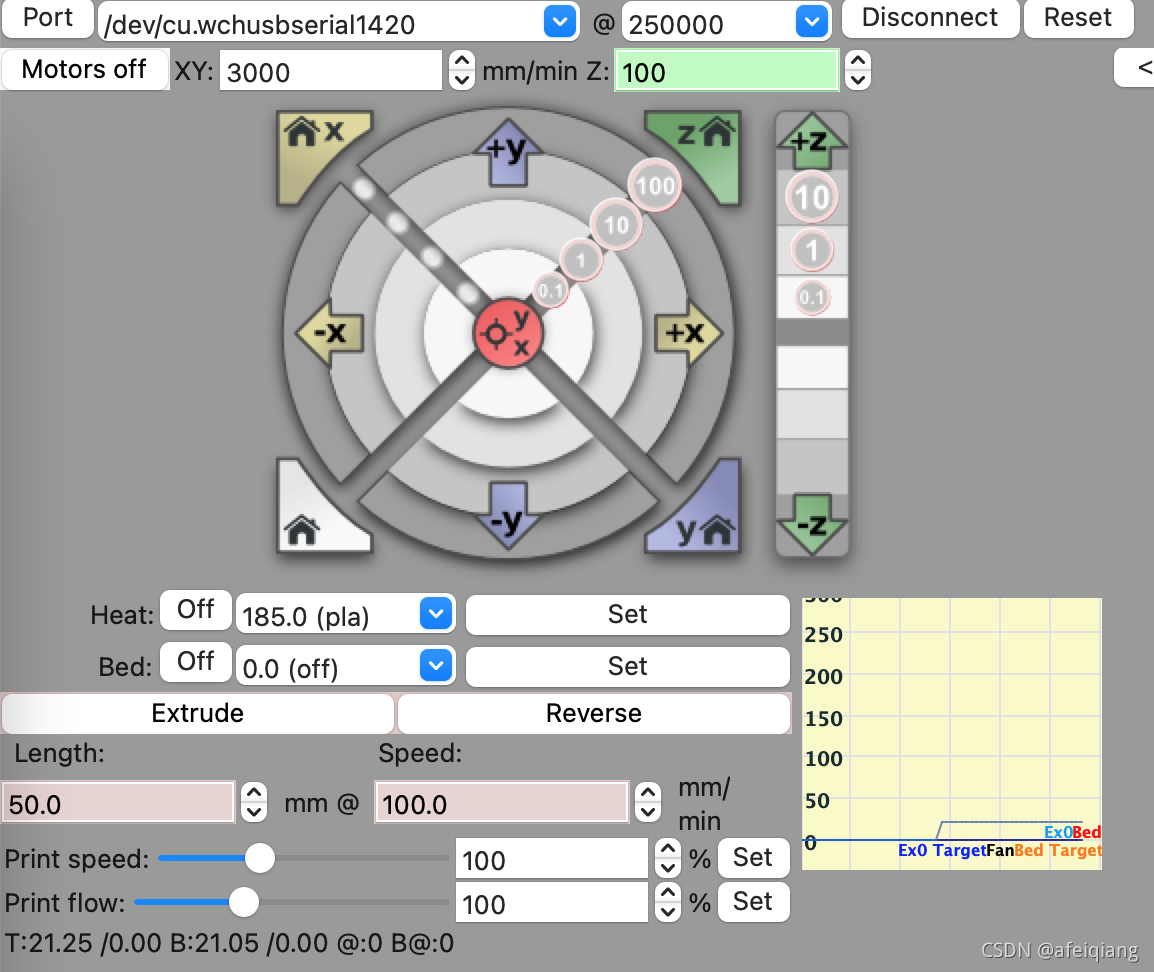
用 pronterface 连接主板,先设置打印头温度 185 °(图中的 Heat)。因为主板有温度保护,低于这个温度挤出机不能转动。温度准备好了之后,再按 Extrude 转动挤出机。每次前进的距离在 Length 设定。
关注我加入群讨论:


















 4409
4409

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









