







水导激光切割技术的诞生
水导激光切割技术的诞生,是材料加工领域不断追求高精度、高质量加工的成果。传统激光切割技术在加工过程中,材料会因瞬间高温而产生热变形、热影响区大以及切割面粗糙等问题,这些弊端在对一些高精度、热敏性材料的加工中尤为突出 ,迫切需要一种新的技术来克服这些难题。
水导激光切割技术的起源可以追溯到 20 世纪 80 年代。1986 年,德国公司 Aesculap-Werke AG 首次提出了将水流引入激光切割过程的创新想法,并制造出首代水导激光设备。不过,当时的技术尚处于雏形阶段,仅仅是在光纤出口添加了一小柱水流,激光与水的耦合效果不佳,无法实现高效稳定的加工,并未形成真正意义上的水导激光技术,但这一开创性的尝试为后续的研究奠定了基础。
直到 1991 年,Lasag AG 公司在前者的基础上取得了关键突破。他们将激光聚焦在喷嘴中,让激光与高压微水束实现了更有效的耦合,使激光能够在水束中稳定传输并作用于材料表面,从而形成了真正意义上的水导激光技术 。这一技术突破使得水导激光技术开始受到广泛关注和深入研究,为其后续的发展和应用开辟了道路。1997 年,瑞士公司 Synova SA 成功将原理样机商用化,并推动其在工业领域的应用,水导激光切割技术由此正式进入工业化应用阶段。
原理大揭秘
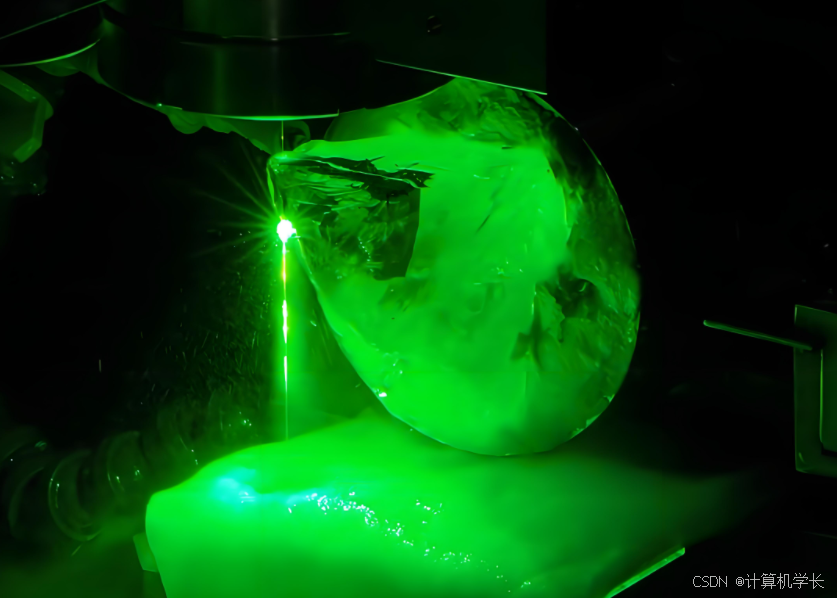
水导激光切割技术的原理基于光的全反射现象以及激光与水射流的耦合作用。其核心在于利用水和空气不同的折射率特性,当激光束以特定角度射向水 - 空气界面时,只要入射角小于全反射的临界角,激光束就会在界面处发生全反射,不会穿透界面 ,而是被限制在水束中传输,就如同在光纤中传播一样。这一过程中,高压微水束充当了 “光纤” 的角色,通过合理的光学设计,将激光高效地耦合至水束中。
在实际工作时,首先由高功率的脉冲激光器产生能量高度集中的激光束,激光束通过光纤耦合输出方式,再经由透镜聚焦到置于扁形水腔底座的喷嘴处。与此同时,高压水泵将水加压,使其从喷嘴喷射出形成稳定的柱状水射流 。当激光束与水射流在喷嘴处相遇并实现耦合后,激光便在水束的引导下,稳定地传输至加工材料表面。
到达材料表面的激光能量被材料吸收,瞬间使材料局部温度升高至熔点甚至沸点,导致材料迅速熔化和气化。而此时,高速流动的水射流不仅起到传导激光的作用,还凭借其冲击力将熔化和气化的材料从切割区域冲刷带走,形成切缝,从而完成切割过程 。在整个切割过程中,水射流还持续对加工区域进行冷却,有效降低了材料因受热产生的热变形和热影响区,保证了切割的精度和质量。
优势尽显
(一)高精度切割
水导激光切割技术在精度方面表现卓越,能够实现极高的加工精度和分辨率。其切割精度可达 ±1.5μm ,切口宽度极窄,一般在 25-100μm 之间,这使得它能够胜任对精度要求极高的微细加工任务。在电子制造领域,加工微小的集成电路元件时,传统切割技术可能会因为精度不足而导致元件损坏或性能下降,而水导激光切割技术凭借其高精度的特性,可以精准地对元件进行切割和加工,确保元件的尺寸精度和性能不受影响 。在制造手机摄像头模组中的镜头和传感器等零部件时,水导激光能够实现高精度的切割和打孔,满足产品对微小尺寸和高精度的要求,提高产品的质量和可靠性。
(二)减少热损伤
在切割过程中,热损伤是影响材料加工质量的关键因素之一,而水导激光切割技术在减少热损伤方面具有显著优势。传统激光切割时,材料表面会因瞬间高温而产生较大的热影响区,导致材料性能改变、变形甚至出现裂纹 。水导激光切割技术则不同,在加工过程中,高速流动的水射流持续对加工区域进行冷却,带走大量的热量。这使得材料的热影响区极小,有效地降低了材料因受热产生的热变形和热损伤风险 。以陶瓷材料的切割为例,陶瓷是一种脆性材料,对热较为敏感,传统激光切割容易使陶瓷材料因热应力而破裂,而水导激光切割能够在切割过程中保持陶瓷材料的温度相对稳定,极大地减少了热损伤,保证了陶瓷材料的完整性和性能。
(三)环保高效
水导激光切割技术是一种环保型的加工技术。在加工过程中,水流不仅充当冷却剂,还能带走切割产生的烟尘、碎屑和有害气体,减少了对环境的污染和对操作人员的健康危害 。与传统加工方法相比,水导激光切割无需使用大量的切削液,避免了切削液对环境的污染以及后续处理的成本和麻烦 。而且,水流还可以循环使用,进一步提高了资源的利用率,符合现代绿色制造的理念。
在效率方面,水导激光切割技术同样表现出色。由于激光束被水束引导,可以直接传输至工件表面,减少了能量在空气中的损失和散射,加工效率显著提高。同时,水流在切割过程中还能起到冲刷作用,及时将切割产生的熔融物质带走,避免了这些物质对切割过程的干扰,使得切割过程更加顺畅,进一步提高了加工效率 。在切割厚度为 50μm 的硅材料时,水导激光切割速度高达 300mm/s ,而切割相同厚度的不锈钢,孔径为 80μm 时,打孔效率可达 30000 孔 /h,相比传统加工方法,效率得到了大幅提升。
应用领域展示
水导激光切割技术凭借其高精度、低热损伤、环保高效等诸多优势,在众多领域得到了广泛的应用,为各行业的发展带来了新的活力和机遇。
(一)航空航天
航空航天领域对零部件的精度和质量要求极高,所使用的材料如钛合金、镍基合金、碳纤维增强复合材料(CFRP)、陶瓷基复合材料(CMC)等,不仅具有高强度、高硬度和高耐热性,而且加工难度极大 。水导激光切割技术凭借其高能量密度和精细冷却效果,在该领域发挥着关键作用。
在航空发动机零部件制造中,水导激光切割技术大显身手。例如,涡轮叶片作为航空发动机的关键部件,需要在高温、高压、高转速的极端条件下工作,其表面的冷却孔对于降低叶片温度、提高发动机性能至关重要 。这些冷却孔不仅孔径微小,而且对精度和表面质量要求极高,传统加工方法难以满足要求。水导激光切割技术能够精确地在叶片表面加工出微小的冷却孔,其加工精度和表面质量都能达到理想状态 。而且,由于水导激光切割过程中的热影响区极小,能够有效避免因热应力导致的材料变形和性能劣化,确保了叶片在极端工作条件下的可靠性和使用寿命。
在制造航空发动机的燃烧室部件时,水导激光技术也可以用于加工复杂的燃烧室内壁结构,提高燃烧效率。在航天飞行器零部件制造方面,水导激光切割技术同样不可或缺。在制造航天飞行器的结构框架和外壳部件时,水导激光可以对碳纤维复合材料等先进材料进行切割和成型加工,避免了材料在加工过程中的分层和损伤,确保了零部件的强度和质量 。在制造航天飞行器的光学仪器和传感器部件时,水导激光技术可以用于高精度的光学元件加工,如制造望远镜的镜片和探测器的窗口,保证光学性能和精度 。
(二)电子制造
电子制造领域对材料加工的精度和质量要求极高,尤其是在芯片和传感器制造等关键环节。水导激光切割技术能够满足这些严苛的要求,在电子制造领域得到了广泛应用。
在芯片制造过程中,晶圆切割是一项关键工艺。传统的切割方法容易在芯片表面产生裂纹、崩边等缺陷,影响芯片的性能和良品率 。水导激光切割技术凭借其高精度和低热损伤的优势,能够实现对晶圆的高精度切割,有效减少了切割过程中产生的缺陷,提高了芯片的性能和良品率 。在制造多层芯片时,水导激光能够通过精确控制激光能量和聚焦位置,在不同的半导体层上进行精细的蚀刻,从而提高芯片的集成度和性能 。
在传感器制造方面,水导激光切割技术同样发挥着重要作用。微型传感器在物联网、智能设备等众多领域有广泛应用,其尺寸微小但对精度要求极高 。以压力传感器为例,水导激光技术可以精确地加工传感器的敏感元件,如在硅薄膜上制造出微小的应变梁 。这种高精度的加工能够使传感器具有更高的灵敏度和更快的响应速度,并且可以在极小尺寸下实现复杂的传感器结构。在制造手机摄像头模组中的镜头和传感器等零部件时,水导激光能够实现高精度的切割和打孔,满足产品对微小尺寸和高精度的要求,提高产品的质量和可靠性。
(三)汽车制造
在汽车制造领域,水导激光切割技术在多个关键零部件的加工中展现出独特优势。汽车发动机的喷油嘴对燃油喷射效果和燃烧效率起着关键作用,其喷油孔的直径和形状直接影响着发动机的性能 。传统加工方法难以精确控制喷油孔的尺寸和形状,而水导激光切割技术可以精确地钻出微小的喷油孔,这些喷油孔孔径均匀、内壁光滑,能够优化发动机的燃油喷射系统,提高燃油经济性和动力性能 。
汽车的电子控制单元(ECU)是汽车电子系统的核心部件,其印刷电路板(PCB)的加工精度对 ECU 的性能和可靠性至关重要 。水导激光技术可以在 PCB 上进行高精度的线路切割和钻孔,减少了传统加工方法可能产生的毛刺和短路等问题,提高了 PCB 的性能和可靠性 。在汽车车身制造中,水导激光切割技术也开始得到应用,它可以对不同厚度和材质的车身板材进行精确切割,切割边缘光滑,减少了后续的打磨和修整工序,提高了生产效率和产品质量 。
(四)医疗器械制造
医疗器械制造对精度、洁净度和生物相容性有着极高的要求,水导激光切割技术能够满足这些严格标准,在医疗器械制造领域发挥着重要作用。
在手术器械制造方面,水导激光切割技术可以精确地加工各种复杂形状的手术刀片,使其刃口锋利且精度高,能够提高手术的准确性和安全性 。在制造骨科植入物如人工关节、骨板、骨钉时,水导激光技术可以对钛合金等材料进行精细加工 。对于人工关节,能够精确地制造出符合人体解剖学结构的关节面,提高关节置换后的运动功能和舒适度 。对于骨板和骨钉,可以制造出带有特殊表面纹理的产品,增强其与骨骼的结合能力,有利于术后的恢复和长期固定 。
在心血管支架制造中,水导激光技术可以精确地切割和加工支架的金属材料,如不锈钢或钴铬合金,制造出具有高精度尺寸和复杂几何形状的支架结构 。而且,其加工后的支架表面更加光滑,有助于减少血栓形成的风险,因为粗糙表面可能会导致血小板聚集 。同时,高精度的加工可以确保支架在血管内能够更好地撑开血管,恢复血液流通 。
(五)珠宝首饰制造
珠宝首饰制造行业对宝石的切割和雕刻工艺要求极高,既要保证宝石的美观和价值,又要最大程度地减少材料损耗。水导激光切割技术在这一领域展现出了独特的优势。
在宝石切割方面,传统的切割方法可能会导致宝石出现裂纹或者表面不够光滑,影响宝石的光学性能和价值 。水导激光切割技术能够根据设计要求,精确地对各种宝石材料(如钻石、红宝石、蓝宝石等)进行切割,制造出复杂的多面体、刻面等形状 。在切割过程中,由于激光能量通过水介质传输,减少了对宝石的热损伤,能够最大程度地保留宝石的光学性能和完整性 。而且,水导激光切割后的表面基本没有锥度,可以在最大程度上节约原材料,提高宝石的利用率 。
在宝石雕刻方面,水导激光技术可以在宝石表面雕刻出精细的图案和纹理,提升珠宝首饰的艺术价值 。无论是复杂的花卉图案还是细腻的文字雕刻,水导激光都能精准实现,为珠宝首饰的设计和制作提供了更多的创意空间 。
局限性分析
尽管水导激光切割技术具有众多优势,但如同任何技术一样,它也存在一定的局限性,这些局限性在一定程度上影响了其更广泛的应用和进一步的发展。
(一)激光能量衰减
激光在水束中的衰减问题是水导激光切割技术面临的主要挑战之一。当激光在水束中传输时,由于水对激光能量的吸收和散射作用,激光能量会逐渐衰减 。水中的杂质、气泡以及水本身的光学特性等因素都会导致激光能量的损失。尤其是对于大功率密度激光,在水束中的能量衰减幅度更为明显 。这种能量衰减会直接影响切割效率,使得切割速度降低,加工时间延长。在切割厚碳纤维复合材料时,由于激光能量的衰减,切割速度可能会相对较慢,无法满足一些对加工效率要求较高的生产需求 。能量衰减还限制了水导激光技术的应用范围,对于一些需要高能量激光进行加工的材料和工艺,水导激光技术可能无法胜任。
(二)喷嘴直径限制
在水导激光加工过程中,喷嘴直径的大小对切割精度有着直接的影响。喷嘴直径决定了水束的直径,而水束直径又与切割宽度密切相关 。一般来说,喷嘴直径越小,水束越细,切割宽度也就越小,从而可以实现更高精度的切割 。目前的工艺虽然可以使喷嘴直径达到 30μm,但对于一些对精度要求极高的精细加工需求,这样的喷嘴直径可能还不够小 。随着科技的不断发展,电子制造、微纳加工等领域对加工精度的要求越来越高,需要更小直径的喷嘴来实现更细微的切割和加工 。进一步减小喷嘴直径面临着诸多技术难题,如喷嘴的制造工艺、水束的稳定性以及激光与水束的耦合效率等。如何在保证水束稳定和激光有效传输的前提下,进一步减小喷嘴直径,是水导激光切割技术需要解决的重要问题之一 。
未来展望
展望未来,水导激光切割技术有着广阔的发展前景和巨大的应用潜力。随着科技的不断进步和各行业对高精度、高质量加工需求的持续增长,水导激光切割技术有望在更多领域实现突破和创新。
在技术突破方面,研发人员将致力于解决当前存在的局限性。针对激光能量衰减问题,通过优化激光与水的耦合方式、研发新型的激光传输介质或改进水的光学特性等手段,降低激光在水束中的能量损失,提高激光能量的利用效率,从而提升切割速度和加工效率,扩大其在厚材料和高能量需求加工领域的应用范围 。在喷嘴直径限制问题上,不断探索新的喷嘴制造工艺和材料,借助微纳加工技术,实现更小直径喷嘴的制造,进一步提高切割精度,满足电子制造、微纳加工等领域对超精细加工的需求 。
在应用拓展方面,随着新能源汽车行业的快速发展,对电池材料、电机部件等的加工精度和质量要求越来越高,水导激光切割技术有望在新能源汽车制造领域得到更广泛的应用 。在切割电池电极材料时,减少热损伤,提高电池的性能和安全性 。在制造电机的硅钢片时,实现高精度的切割,降低电机的能耗和噪音 。随着量子计算、人工智能等前沿科技的发展,对芯片和传感器的性能要求不断提升,水导激光切割技术将在这些领域发挥关键作用,助力高性能芯片和传感器的制造 。随着人们对健康和医疗的关注度不断提高,医疗器械的需求持续增长,水导激光切割技术在医疗器械制造领域的应用将更加深入和广泛,为制造更加精密、安全的医疗器械提供技术支持 。
在市场竞争方面,随着水导激光切割技术的应用不断扩大,市场竞争也将日益激烈。国内外企业将加大研发投入,不断推出新的设备和技术,提高产品性能和质量,降低成本 。国内企业应加强技术创新和人才培养,突破国外技术封锁,提高自主研发能力和核心竞争力,推动水导激光切割技术的国产化进程,在国际市场中占据一席之地 。
总之,水导激光切割技术作为一种先进的材料加工技术,在未来的制造业发展中具有重要的地位和作用。随着技术的不断突破和应用的不断拓展,相信水导激光切割技术将为各行业的发展带来更多的惊喜和变革,推动制造业向更高水平迈进 。


















 3070
3070

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











