







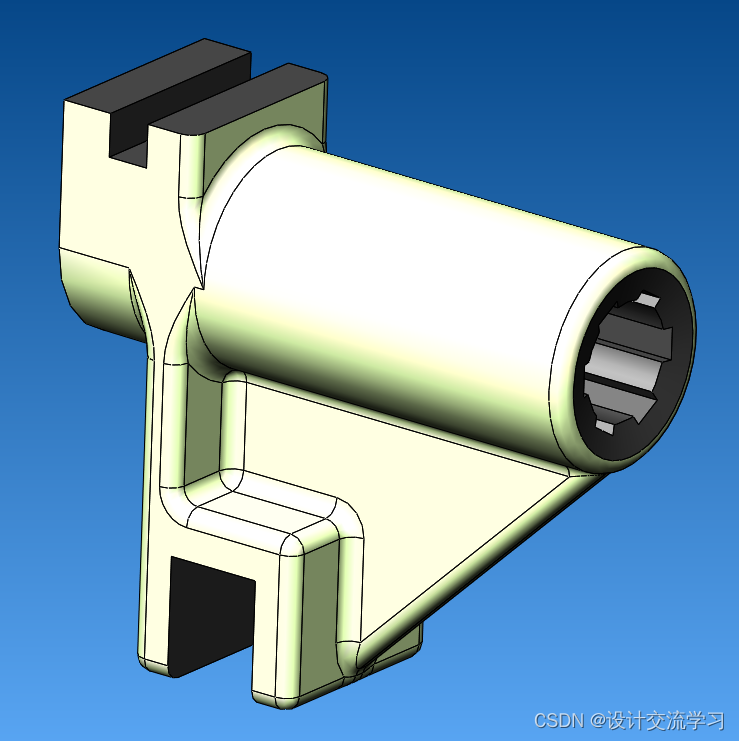
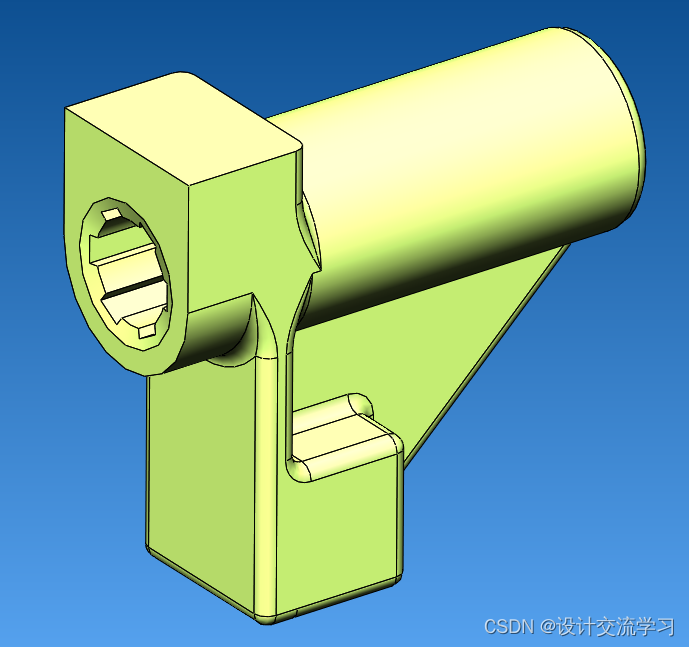
 文章详细阐述了一项中批生产的工序设计,包括选择立式和卧式铣床进行粗铣和精铣上端面以及加工8+0.030mm槽的工艺步骤。在设备选择上,依据生产要求和零件尺寸选择了X51型立式铣床和X62型卧式铣床;在夹具和刀具选择上,强调了专用夹具和不同类型的铣刀;同时,也指定了相应的量具,如内径千分尺和游标卡尺,以满足精度要求。此外,还详细计算了各工序的尺寸和加工余量。
文章详细阐述了一项中批生产的工序设计,包括选择立式和卧式铣床进行粗铣和精铣上端面以及加工8+0.030mm槽的工艺步骤。在设备选择上,依据生产要求和零件尺寸选择了X51型立式铣床和X62型卧式铣床;在夹具和刀具选择上,强调了专用夹具和不同类型的铣刀;同时,也指定了相应的量具,如内径千分尺和游标卡尺,以满足精度要求。此外,还详细计算了各工序的尺寸和加工余量。
| 一、工序设计 | |
| 1. 选择加工设备与工艺装备 | (1)选择机床 1.工序8、9是粗铣和精铣上端面(B面)。各工序的工步数不多,中批生产不要求很高的生产率,故选用立式铣床就能满足要求。并且本零件外轮廓尺寸不大,精度要求也不是很高,故选用最常用的X51型立式铣床能满足加工要求《表5-78立式铣床型号与主要技术参数》(P156)。 2.工序10、11是用铣刀铣8+0.03 0槽,应选卧式铣床。考虑本零件为中批生产,所选机床使用范围较广为宜,故选X62型铣床能满足加工要求《表5-81 卧式(万能)铣床型号与主要技术参数》(P158)。 |
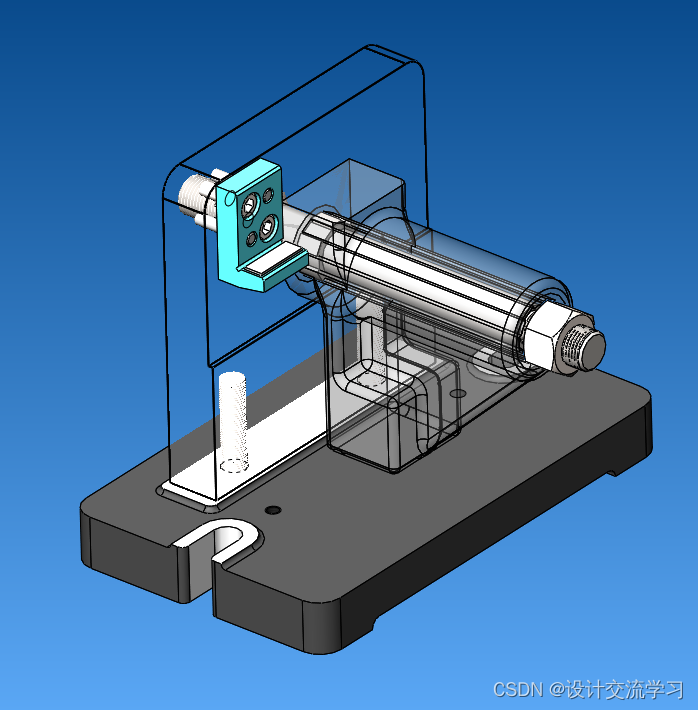
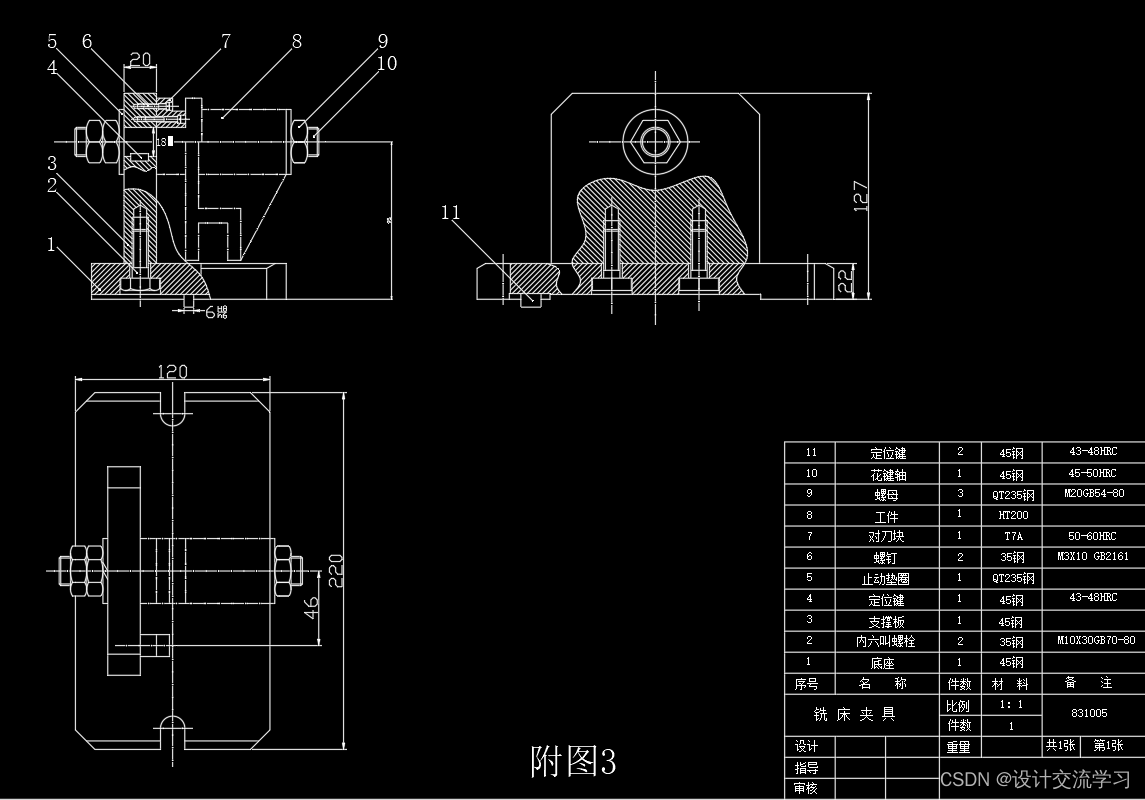
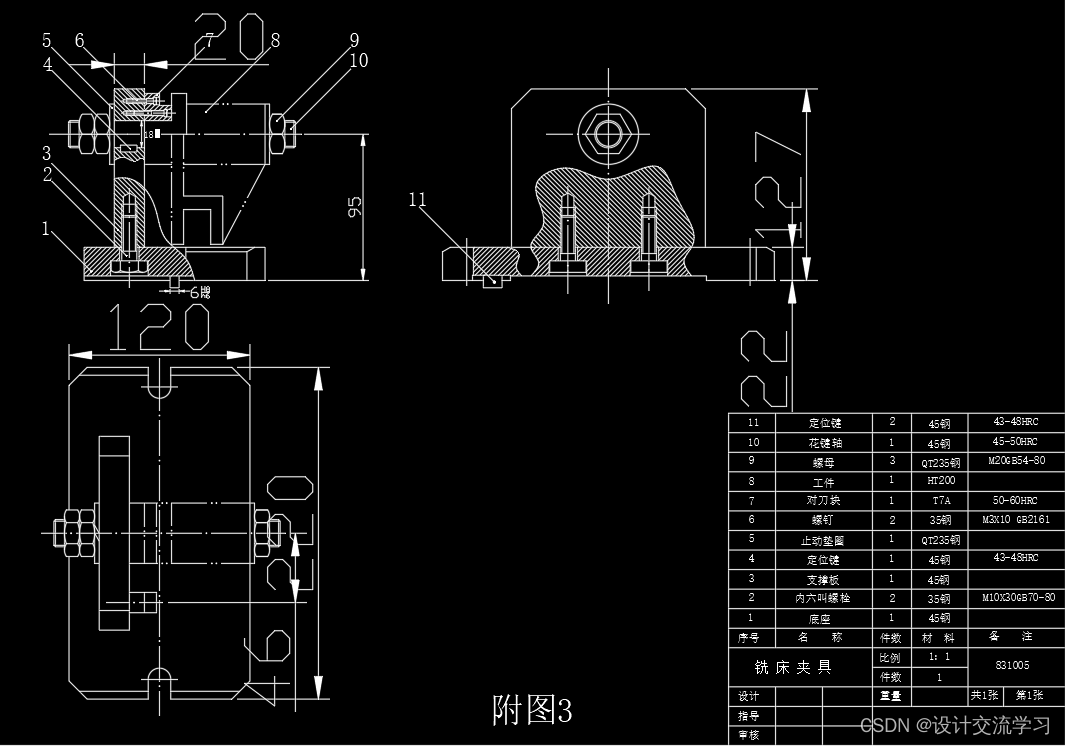
| (2)选择夹具 根据该零件的结构及中批生产要求分析,该四道工序均需要使用专用夹具。 | |
| (3)选择刀具 1.铣削B面。选用YG6硬质合金端面铣刀,由于毛坯的加工余量为2.2mm,即铣削深度ap≤4mm,又ae≤60,所以根据《表5-106 铣刀直径选择》,可选用端铣刀直径d为80mm,根据表《5-151 铣刀切削部分的几何形状》(P200),铣刀几何形状由于加工材料的σb为160MPa,故选前角γ0=5°,后角α0=8°(周齿),α0=8°(端齿),刀齿斜角λs=-10°,偏角kr=20°~75°。 2.铣削8+0.030mm的槽。刀具可选用高速钢直齿三面刃铣刀,粗铣铣刀规格D=16mm,d=50mm,L=6mm,Z=12,精铣铣刀规格D=16mm,d=50mm,L=8mm,Z=12,根据表《5-151 铣刀切削部分的几何形状》(P200)选择铣刀的基本形状,由于加工材料的σb为160MPa,故选前角γ0=6°,后角α0=12°(周齿),α0=8°(端齿)。 | |
| (4)选择量具 本零件属成批生产,一般情况下尽量采用通用量具,根据零件表面的精度要求、尺寸和形状特点,参考《表5-116 常用量具一览》,精度要求较高的可用内径千分尺(量程50~125),其余用游标卡尺,分度值为0.02,具体选择如下: 1.选择加工端面尺寸用量具:由于铣削B面仅仅有表面粗糙度要求,没有尺寸公差要求,所以选用一般的游标卡尺即可,测量范围0~200mm,分度值为0.02mm。 2.选择加工槽所用器具:宽度为8+0.03 0mm的槽经粗铣、精铣两次加工,槽宽为IT9,所以可选用读数值0.01,测量范围5~30mm的内径千分尺即可。 | |
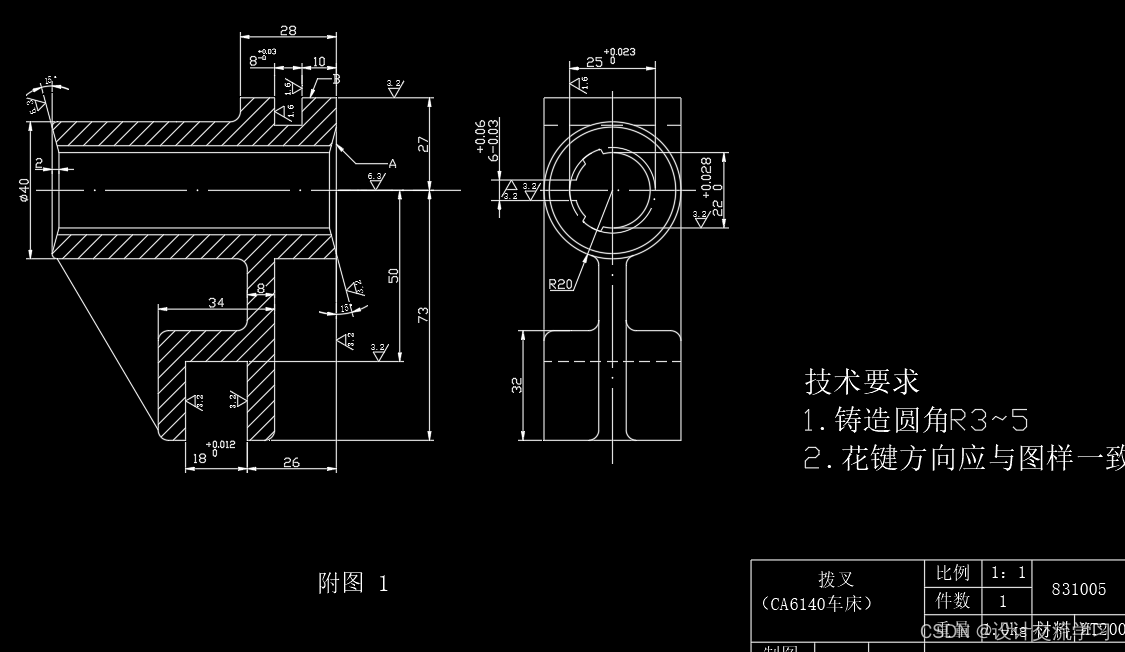
| 2. 确定工序尺寸 | (1)计算过程 1. B面:粗铣-精铣 按查表法《表5-55平面粗加工余量》《表5-56平面精加工余量》(P146)确定各道工序余量及毛坯总余量如下: 精铣加工余量:1mm 粗铣加工余量:3mm 毛坯总余量:4mm 其次,计算各工序尺寸: 精铣后B面到左端面的尺寸应达到图纸规定尺寸,故精铣工序尺寸即图纸上的尺寸L1=100mm。 粗铣后的基本尺寸L2=100+1=101mm 毛坯基本尺寸L3=101+3=104mm
按查表法《表5-47凹槽加工余量及偏差》(P143)确定各道工序余量及毛坯总余量如下: 粗铣加工余量:1mm 其次,计算各工序尺寸: 精铣后槽的尺寸应达到图纸规定尺寸,故精铣工序尺寸即图纸上的尺寸B1=8+0.03 0mm,L1=27mm。 粗铣后的基本尺寸B2=8-1×2=6mm,L2=27-8=19mm。 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| (2)工序尺寸列表 圆柱面的工序加工余量、工序尺寸及公差、表面粗糙度
各端面的工序加工余量
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
…………
…………


















 126
126

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









