







 该设计涉及机械加工工艺规程和专用夹具设计。通过对车桥后桥减速器壳体的分析,确定加工工艺尺寸,选择合适机床和刀具,保证零件质量。同时,讨论了推动架的加工工艺规程和夹具设计,旨在实现高效、经济且保证加工精度的解决方案。此外,文中还涵盖了数控技术的发展历程和未来趋势,包括开放式系统、高速高精度及智能化方向。
该设计涉及机械加工工艺规程和专用夹具设计。通过对车桥后桥减速器壳体的分析,确定加工工艺尺寸,选择合适机床和刀具,保证零件质量。同时,讨论了推动架的加工工艺规程和夹具设计,旨在实现高效、经济且保证加工精度的解决方案。此外,文中还涵盖了数控技术的发展历程和未来趋势,包括开放式系统、高速高精度及智能化方向。
5.2、异步电动机或直流电机拖动,光栅测量反馈的闭环数控系统
最后成果达到,毕业设计说明书2万字,英文翻译1万单词。A0设计图纸4张
摘 要
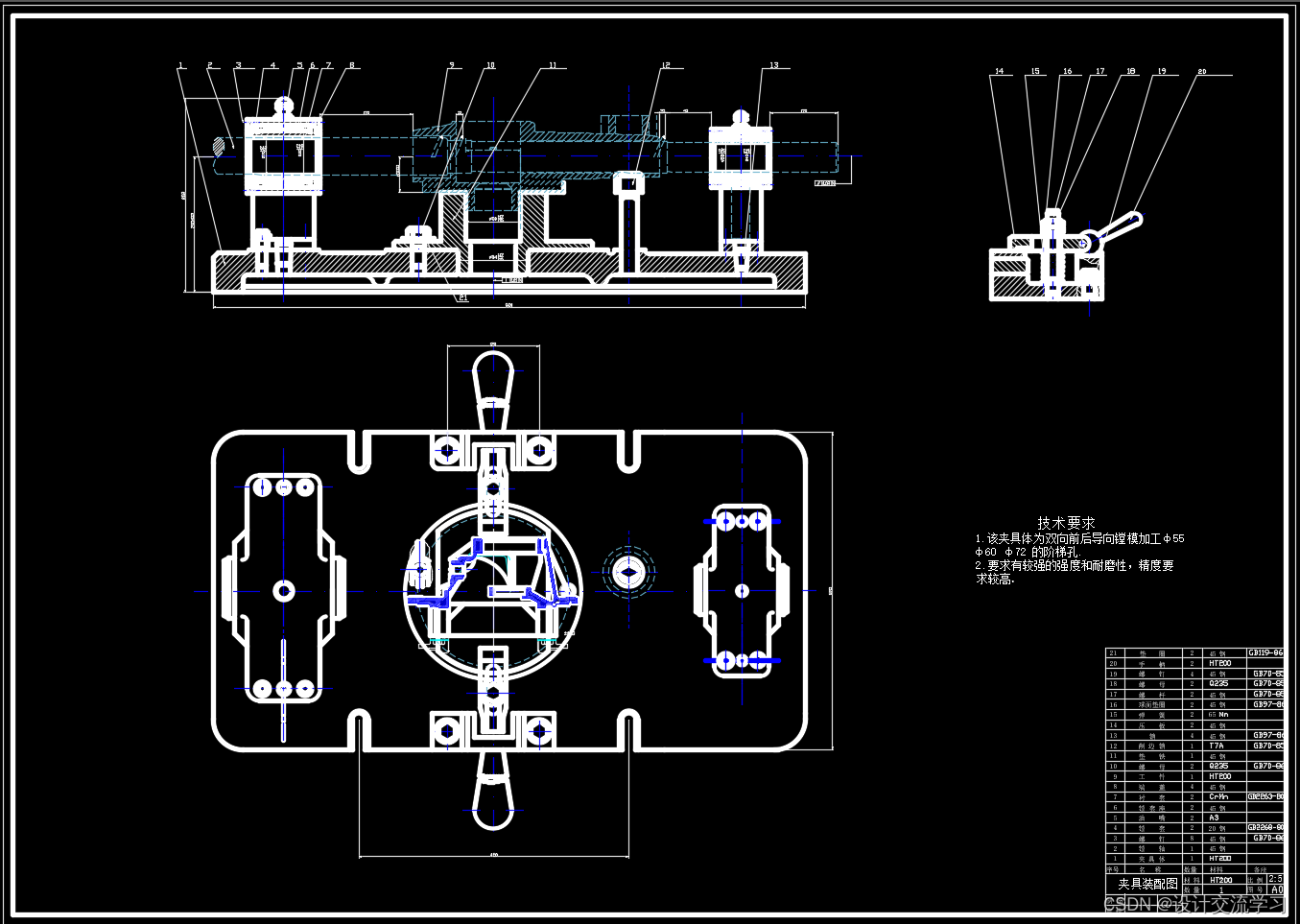
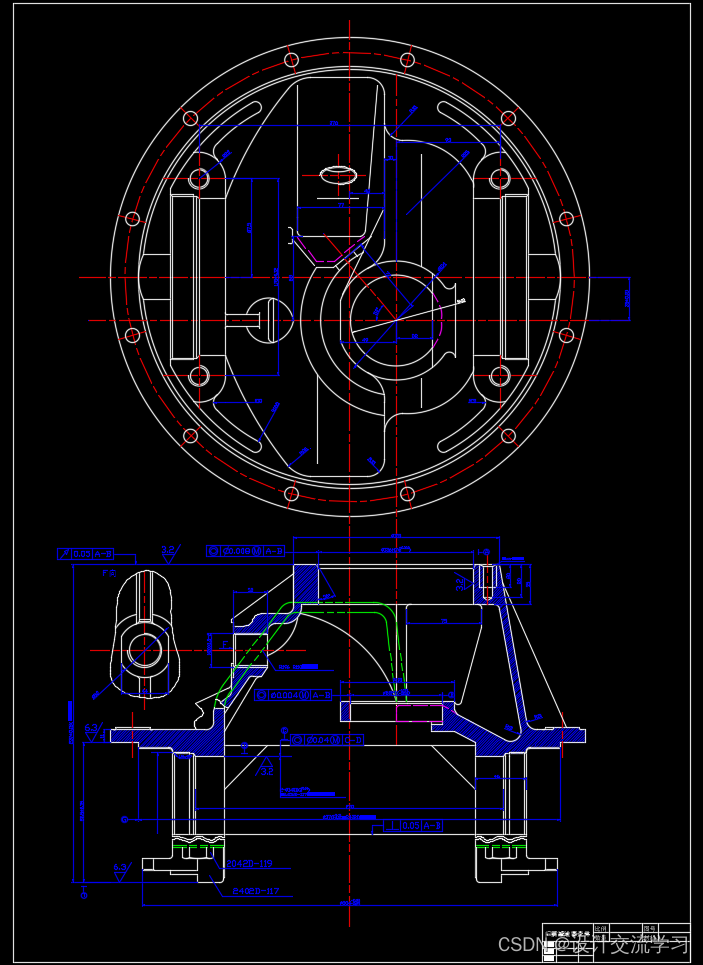
本设计的内容可分为机械加工工艺规程设计和机床专用夹具设计两大部分。首先,通过分析车桥后桥减速器壳体。运用机械制造技术及相关课程的一些知识,解决减速器壳体在加工中的定位、加紧以及工艺路线的安排等方面的相关问题,确定相关的工艺尺寸及选择合适的机床和刀具,保证零件的加工质量。其次,依据推动架毛坯件和生产纲领的要求及各加工方案的比较,制定出切实可行的推动架加工工艺规程路线。最后,根据被加工零件的加工要求,参考机床夹具设计手册及相关方面的书籍,运用夹具设计的基本原理和方法,拟定夹具设计的方案,设计出高效、省力、经济合理并且能保证加工质量的夹具。
关键词 机械加工、工艺规程、专用夹具、减速器壳体、后桥减速器
The design of the content can be divided into a point of order processing machinery and machine tools designed for the two most fixture design. First of all, through the promotion ofplaner, that promote the planer-processing role. Use of machinery manufacturing technology and related programmes of knowledge, promoting the solution-processing in the position to step up and the line of the arrangement, and so on related issues, establishing the process and choose a suitable size and machine tools, spare parts processing quality assurance . Secondly, the basis for promoting the rough-pieces and production and processing requirements of the Programme of the programme, to promote the development of a practical point of order-processing line. Finally, in accordance with the requirements of the processing parts processing, machine tool fixture design reference manual and related aspects of the books, use of fixture design of the basic principles and methods, the programme drawn up fixture design, design efficient, effort, economic and reasonable to ensure the quality of processing Fixture.
Key words: Machining process planning special fixture
Reducer housing rear axle reducer
…………


















 126
126

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









