







目录
第1章 工艺分析…………………………………………………………………………1
第2章 确定加工方案……………………………………………………………………2
第3章 冲裁压力和压力中心计算………………………………………………………2
3.1排样方式的确定及计算……………………………………………………………………2
3.2冲压力的计算………………………………………………………………………………3
3.3压力中心的计算……………………………………………………………………………3
3.3.1简单形状工件压力中心的计算………………………………………………………3
3.3.2 复杂工件或多凸模冲裁件的压力中心计算……………………………3
3.4计算刃口尺寸………………………………………………………………………………3
第4章 模具的整体设计…………………………………………………………………………6
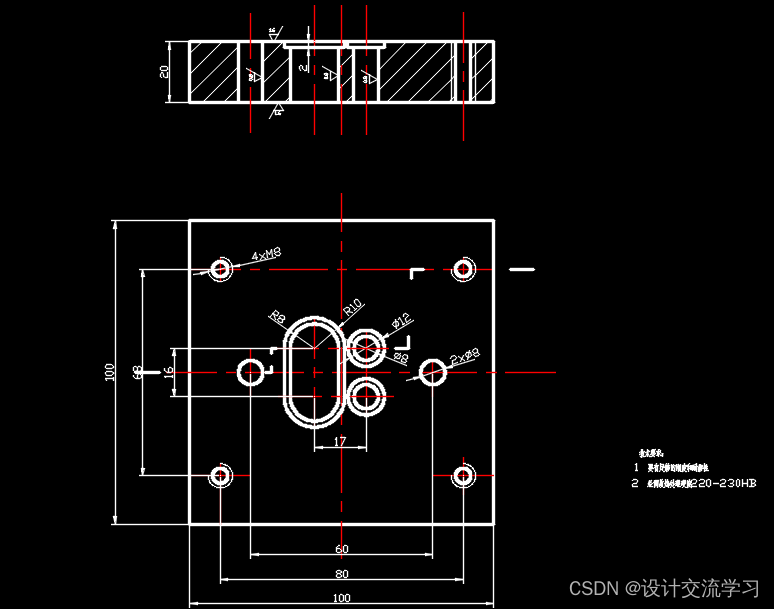
4.1凹模计………………………………………………………………………………………6
4.2具体类型的选择……………………………………………………………………………6
4.3定位方式的选择……………………………………………………………………………6
4.4模具的装配…………………………………………………………………………………7
4.5模架及其他零部件设计……………………………………………………………………7
4.6导料板的设计………………………………………………………………………………8
4.7卸料部件的设计……………………………………………………………………………8
4.7.1卸料板的设计……………………………………………………………8
4.7.2 卸料螺钉的使用………………………………………………………8
4.8导柱和导套……………………………………………………………………8
4.8.1滑动导柱、导套…………………………………………………………9
4.8.2滚珠导柱、导套…………………………………………………………9
4.9上、下模座…………………………………………………………………………………10
4.10模柄………………………………………………………………………………………10
第5 章 压力机的选择……………………………………………………………………………12
第6章 模具注意事项……………………………………………………………………………13
6.1毛刺…………………………………………………………………………………………13
6.2孔口周围凸起………………………………………………………………………………13
6.3 孔壁倾斜和偏位……………………………………………………………………………13
6.4 断面粗糙……………………………………………………………………………………14
6.5废料上跳……………………………………………………………………………………14
6.6 废料堵塞…………………………………………………………………………………14
致谢………………………………………………………………………………………………16
参考文献……………………………………………………………………………………………17
摘要
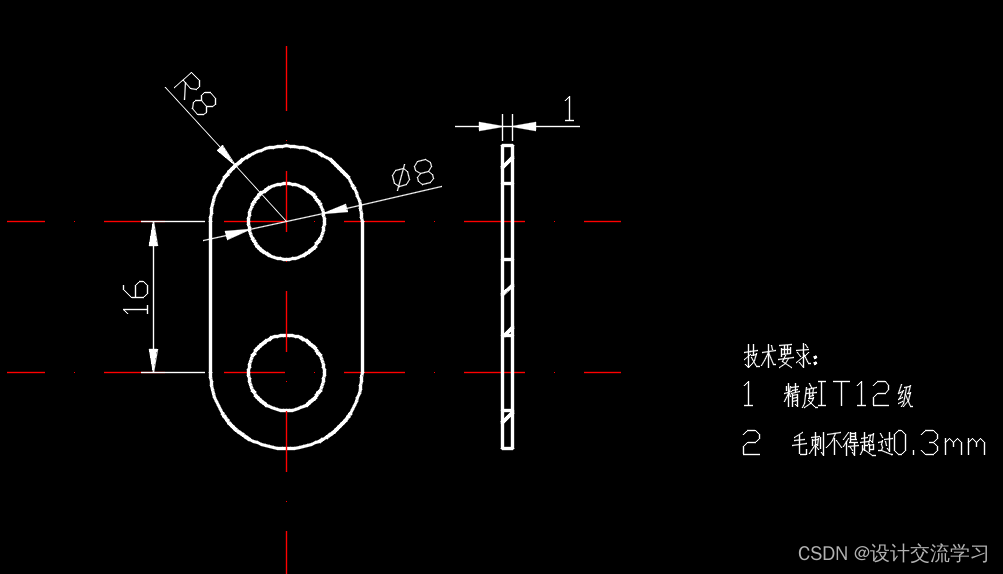
设计的用导正销定位的落料冲孔级进模。是高速自动冲压提高生产率和准确的定位。
设计的落料冲孔垫片可以在很大的程度上提高了生产率,而且便于废料的脱落。垫片落料冲孔级进模总体的研究方法整个冲件的成型是在连续过程中逐步完成的,降低生产成本,加工出的产品的合格率将会得到很大地提高。一般的模具在冲压的过程中有的很难实现冲压件可以在一副模具上完全成型的,这副模具就克服了这一缺陷。
关键词:生产率,提高模具寿命,精度较高
………



















 623
623

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









