







 本文介绍了针对形状复杂、壁厚不均匀压铸件的局部挤压工艺,该技术通过在铸件凝固过程中施加压力进行强制补缩,消除缩孔缺陷。AnyCasting软件提供局部挤压功能,支持用户研究工艺参数如挤压深度、压力和时间,以优化压铸件质量。
本文介绍了针对形状复杂、壁厚不均匀压铸件的局部挤压工艺,该技术通过在铸件凝固过程中施加压力进行强制补缩,消除缩孔缺陷。AnyCasting软件提供局部挤压功能,支持用户研究工艺参数如挤压深度、压力和时间,以优化压铸件质量。
关于局部挤压工艺
普通的压铸方法对于形状复杂、壁厚不均匀的压铸件,出于结构原因,在成型过程中无法对最终凝固的区域及时补缩,易出现缩孔缺陷。这是因为液态金属在较长的流道里凝固速度很快,冲头传递的压力无法维持到铸件凝固的终了。如果铸件有耐压要求,或者在此处需要进行机械加工,那么铸件内部疏松的组织就成为严重的缺陷问题。
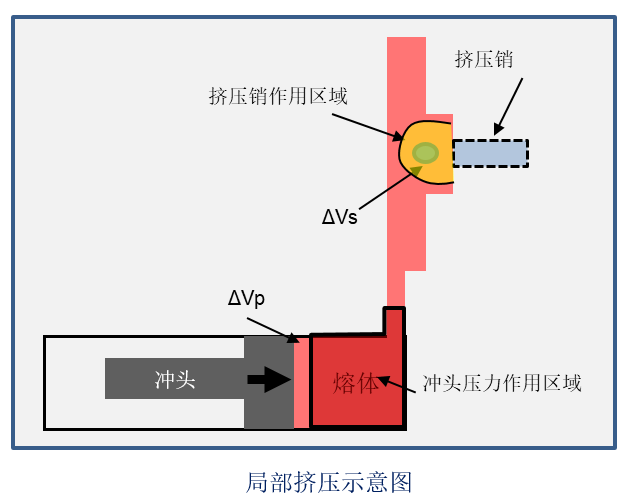
近年来,针对这类问题,许多压铸厂实施局部挤压辅助技术来解决上述难题。该技术就是在金属液压铸充型之后,经过一定时间,即在铸件凝固过程中,在厚壁处通过加压杆施加压力,进行强制补缩,来消除该处的缩孔缩松缺陷。局部挤压工艺的参数:挤压深度、挤压压力、挤压延迟时间和挤压持续时间对压铸件的质量有着重大影响。AnyCasting软件的局部挤压功为用户对局部挤压进行深入研究提供了可视化的技术工具。
简易模型的研究
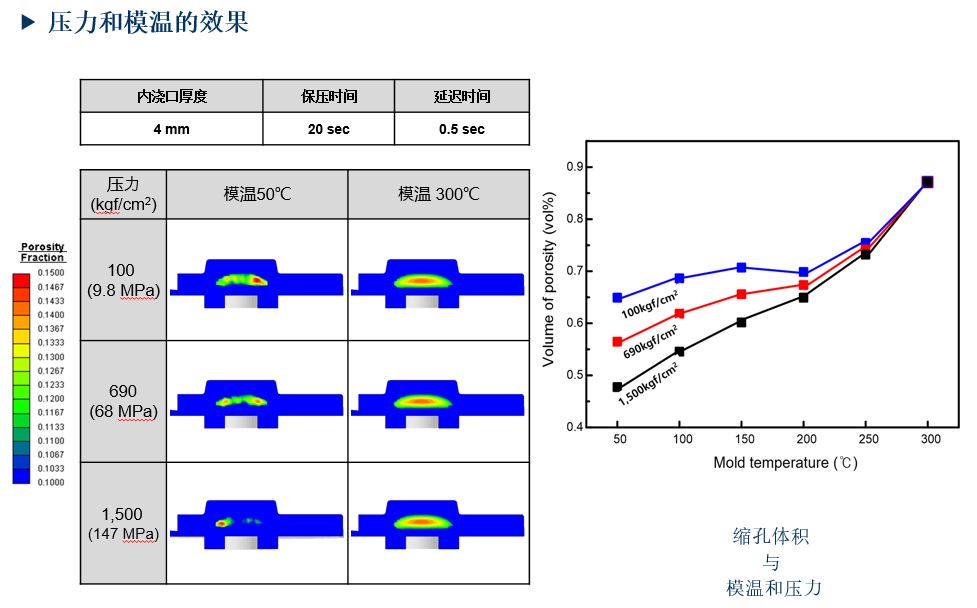
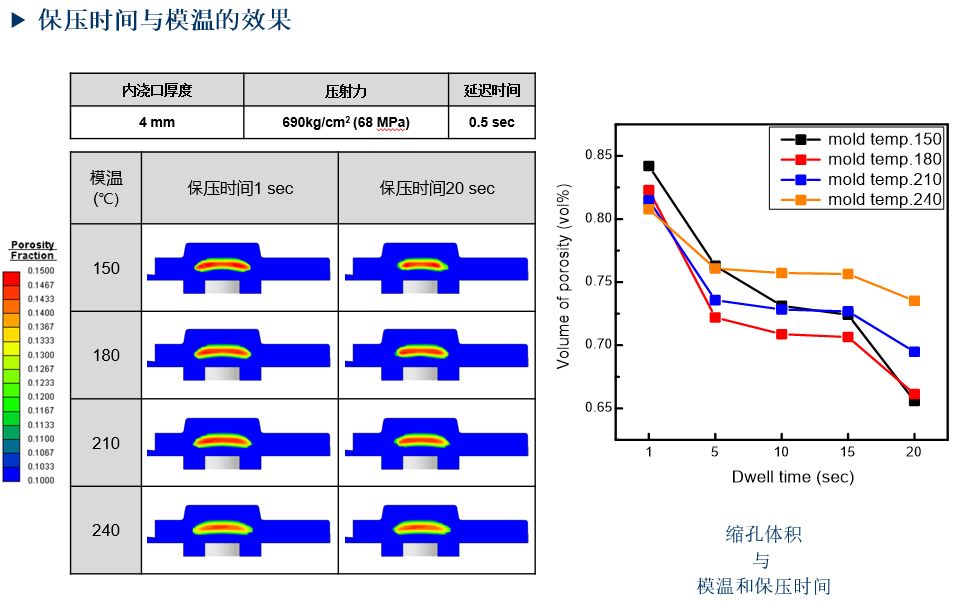
压铸工艺参数研究
 最低0.47元/天 解锁文章
最低0.47元/天 解锁文章



















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









