







 文章介绍了扁线电机的四种主要绕组形式——I-pin、Hair-pin、X-pin和S-winding,强调了扁线电机在提升槽满率和功率密度方面的优势。I-pin焊接工艺繁琐,端部尺寸大;Hair-pin应用广泛;X-pin减少焊接端部尺寸,降低铜损;S-winding则因无需焊接和优秀的NVH性能而独具特点。
文章介绍了扁线电机的四种主要绕组形式——I-pin、Hair-pin、X-pin和S-winding,强调了扁线电机在提升槽满率和功率密度方面的优势。I-pin焊接工艺繁琐,端部尺寸大;Hair-pin应用广泛;X-pin减少焊接端部尺寸,降低铜损;S-winding则因无需焊接和优秀的NVH性能而独具特点。

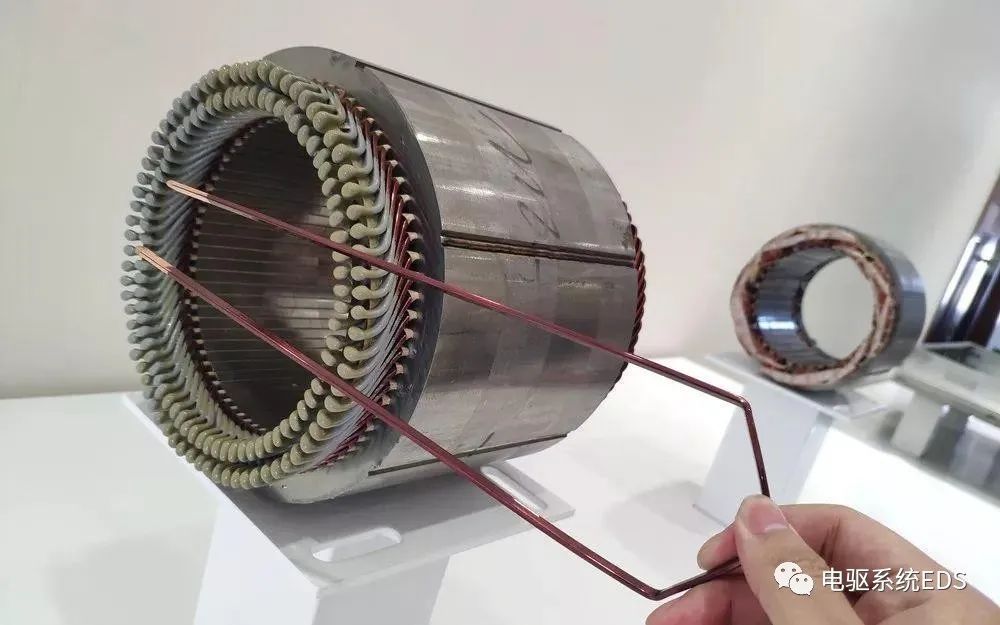
扁线电机已经是目前主流的电机绕组形式,与圆线相比,扁线有利于电机槽满率的提升,一般圆线电机的槽满率为50%左右,而扁线电机的槽满率能达到70%以上。槽满率的提升意味着在定子槽空间不变的条件下,可以填充更多的铜线,通过更大的电流,产生更强的磁场,进而提升功率密度。
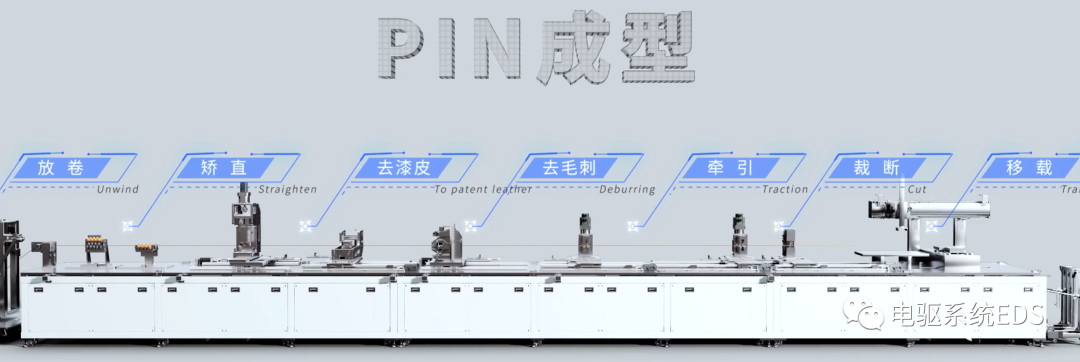
扁线电机的绕组形式主要有I-pin、Hair-pin、X-pin、S-winding。下面是对四种扁线绕组的整理介绍。
01
I-pin
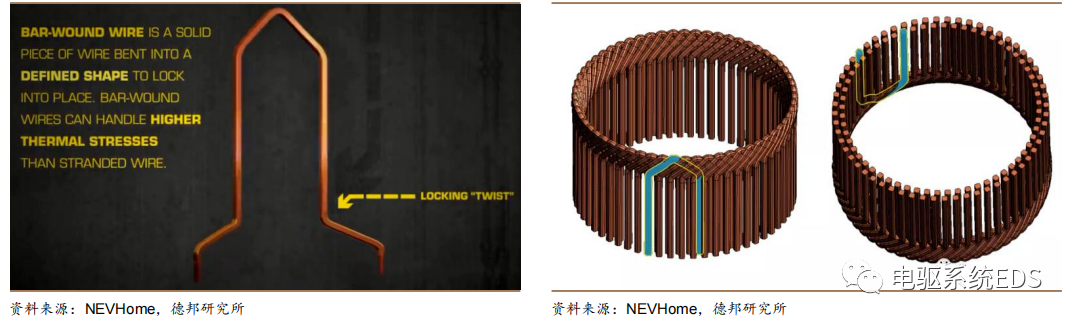
I-Pin绕组形如I,直接插线,然后双边焊接。无需预成型且为单槽装配,可以进一步降低绕组的装配预留空间,缺点是焊接工艺繁琐,端部尺寸较大。

02
Hair-pin
Hair-pin绕组形似发卡,先成型再插线,然后单边焊接。是目前应用最多的扁线绕组形式。

03
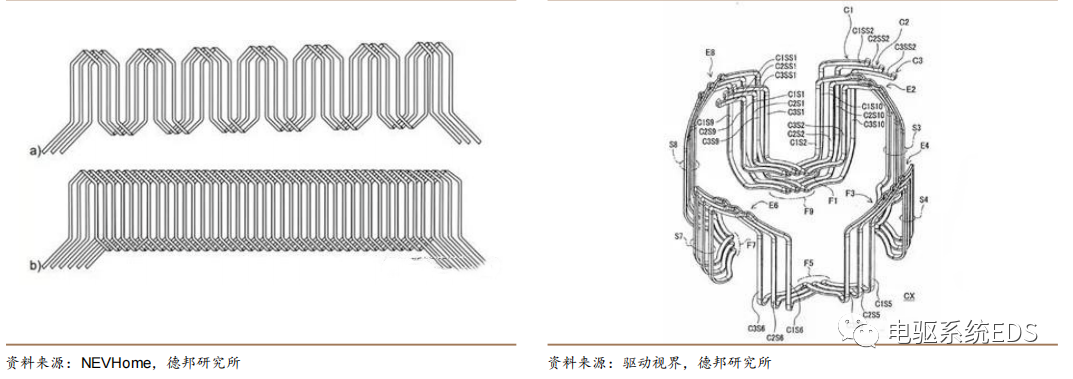
X-pin
X-pin绕组主要是在焊接端进行优化,如下图所示。
与I-pin相比:两端焊接端部变短,铜损降低,但是焊点数量没有变化,仍然需要双面焊接,对焊接工艺要求较高,存在焊接质量风险。
与Hairpin工艺相比:插线端部尺寸没有变化,焊接端部尺寸能够降低5-10mm,进一步降低电机铜损损耗、提升电机效率。


04
S-winding
S-winding绕组形状呈S形,如下图所示,成型后两头端部无需焊接,端部空间尺寸更小;更加优秀的NVH性能,减小转矩脉动从而实现更平稳的运行以及更出色的冷却效果。

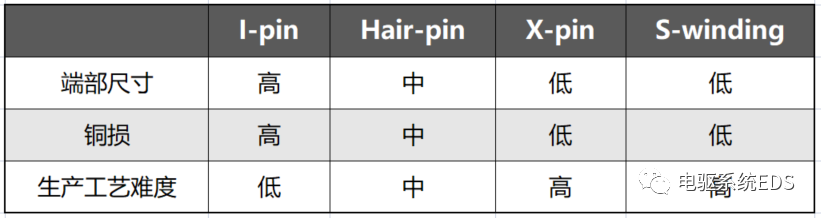
以上是对I-pin、Hair-pin、X-pin、S-winding四种扁线绕组的学习总结,其端部尺寸、铜损、生产工艺难度对比如下:

















 5万+
5万+

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









