







约公元一世纪,亚历山大的海伦发明了 Aeopile,这是一种小型锅炉,可以产生蒸汽,旋转附着的球体。虽然在当时令人印象深刻,但早期原型几乎没有用处。
第一个家用和工业锅炉直到 17 世纪才出现。尽管容量小、压力低(约 5 psi)且使用盘管燃料,但第一批锅炉后来成功推动了大工业革命。
如今,锅炉已发展成为功能强大的机器,压力高达 4500 psi。然而,更大的运行容量和更复杂的设计意味着更难维护。这时,无损检测(尤其是无人机辅助检测)就派上用场了,它可以从内到外检查设备,而不会中断运行。
工业锅炉需要定期维护
几乎每个行业都依赖锅炉来发电。2023 年,米其林斥资 5000 万美元建造了一座配备天然气锅炉的设施。同年晚些时候,Göteborg Energi 启动了一项令人印象深刻的2.177 亿欧元项目,将其发电厂与新的生物质锅炉整合在一起。最后,Klabin 刚刚投资 17 亿美元升级其造纸厂,增加了一台新的回收锅炉。
然而,花费并不会随着设施建设而结束。由于可燃物、高温和极端压力,锅炉容易过热、日常磨损和效率随时间下降。因此需要定期维护和定期升级。
缺乏这些因素可能会带来灾难性的后果。根据美国职业安全与健康管理局 (OSHA) 数据库,每年有 2-15 人因锅炉爆炸、蒸汽溢出和压力释放而死亡和受伤。与此同时,英国支持的一项研究发现,氢气锅炉每年造成 65 人受伤,燃气锅炉造成 17 人受伤。
及时维修工业锅炉对于预防事故至关重要——定期维修还有其他原因:
-
合规性:政府机构负责监督运营安全和排放。保险政策还要求锅炉检查作为承保条件。不遵守规定将导致罚款。石化公司 TPC Group因工厂的锅炉排放过量的氮氧化物而被罚款 214,000 美元。
-
效率:检查可发现结垢、结垢和燃烧不当等影响锅炉效率的问题。随着时间的推移,锅炉会通过废气损失20% 的燃烧能量。减少锅炉缺陷可节省能源、减少排放并降低运营成本。
-
环境影响:许多锅炉都使用化石燃料。磨损和泄漏会导致排放量超过监管机构允许的水平。例如,英国锅炉的氮氧化物排放量约占所有氮氧化物排放量的五分之一。定期维护有助于减少碳足迹。
-
寿命:如果保养得当,工业锅炉的使用寿命为15 至 25 年。及时检查也有助于尽早发现问题并采取预防性干预措施。
工业锅炉检验要求
锅炉运行的各个方面都受到监管——从设计和建造到维护和维修。标准要求由认证人员使用标准化程序和认可的工具进行定期检查(包括内部、外部和无损检测)。
通常,您需要检查锅炉的加热系统、通风系统、压力容器、管道、管线和气阀是否有内部腐蚀、堵塞和浪费。此外,还要检查电气连接和接线的连续性。目视检查外部是否有凸起、铜绿、生锈、应力开裂和泄漏的迹象。测量水的 pH 值以确保其处于适当范围内。最后,检查螺纹与所有配件和支架的连接情况。
更精确的要求在很大程度上取决于当地法律、锅炉类型/容量和制造商的建议。国际上有两个核心标准:
-
ASME 锅炉和压力容器规范:要求定期对动力和加热锅炉进行无损检测。ASME 的锅炉授权证书有效期为3 年(对于由铸铁和铸铝制成的小型加热锅炉,有效期为 1 年)。
-
ISO 16528-1:2007:定义锅炉设计、建造、焊接和测试的规范。该标准描述了如何通过检查及时发现裂纹形成、延性撕裂、过度局部应变、塑性变形、爆裂、泄漏、弯曲等。
各个国家的标准也有所不同,在美国,各个州的标准也有所不同。例如,英国实行《锅炉测试规范 2018》 。该标准描述了 3 至 1100 巴升的铜和钢锅炉的检查要求,建议进行超声波检测、X 射线、染料渗透和磁粉检查
在美国,有OSHA 1926.29和 NFPA 85。这些标准描述了锅炉安全安装、检查和测试的工作流程,并说明了如何防止爆炸和内爆。
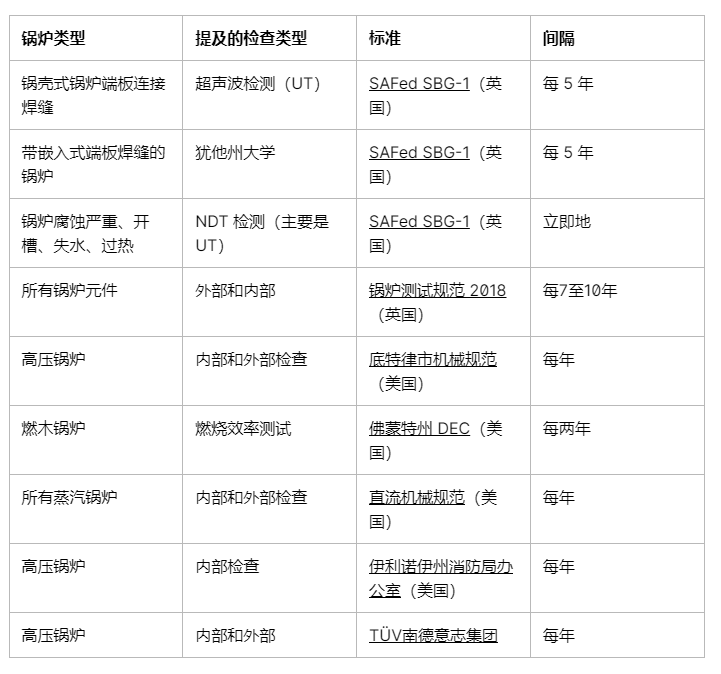
锅炉检查间隔
锅炉检查间隔也因标准、当地法规和制造商建议而异。具体情况如下:
推荐的锅炉检查方法
尽管锅炉检查必不可少,但其难度却很大。大型工业锅炉及其蒸汽管道、排气管和储罐的高度可达多层建筑,因此需要额外的检修设备。
内部检查则更加困难。您需要排空锅炉、冷却表面、防止蒸汽泄漏、关闭所有阀门、断开排污管线并打开所有通风口。这意味着停机和停工。考虑到现代工业锅炉的容量为10M – 40M Btu/小时甚至100M Btu/小时,停机可能会扰乱整个设施的运行。
这就是无损检测(尤其是无人机检测)可以提供帮助的地方。无损检测方法属于非侵入式,可提供丰富的资产状况数据,以确保有效运营和合规性。
-
超声波检测 (UT)
超声波检测是一种无损检测技术,它依靠高频声波来测量壁厚并定位地下缺陷。UT 是锅炉最常用的检测方法,几乎所有相关标准中都提到了它。为什么?
UT 相对容易操作,对检测人员来说很安全,并且仅用一侧就可以检测不可移动的物体。它可以检测出最大 0.05 毫米的裂纹、空隙、杂质和腐蚀,还可以洞悉它们的大小、形状和位置。但是,如果应用于多孔、非均质或脏污的表面,UT 无法提供可靠的数据。
根据ASME 锅炉和压力容器规范 (BPVC) 第 V 节,超声波壁厚测量可检测以下内容:
-
局部磨粒磨损
-
均匀腐蚀
-
侵蚀
-
热交换器管道中的微动磨损
-
板材和管材层压件
-
缝隙腐蚀和点蚀
-
焊接烧穿及余高、根部凹陷
使用Voliro T 无人机,您可以在高空或密闭空间内对大型锅炉进行超声波检测。使用实时 A 扫描,您将立即在应用程序中收到检查结果。Voliro 的超声波探头厚度范围为 2 – 150 毫米 / 0.08 – 5.9 英寸,可在早期阶段发现腐蚀和材料退化。
对于加热锅炉,我们拥有高温 UT 测厚仪,能够测试工作温度为 0 – 260 °C / 32 – 500 °F 的锅炉。即使在极端环境下,该探头也能提供与低温探头相同的厚度范围和分辨率。

-
声发射测试
声发射检测(AET) 是一种测量由施加到物体上的外部压力、负载和温度产生的弹性波的方法。这些波使锅炉或其部件振动。AET 将振动转换为电信号,我们可以进一步解读这些电信号以识别缺陷。
AET 是区分发展缺陷和停滞缺陷的有效方法。现代 AET 探头可以穿透污垢和保护涂层,无需额外准备。但是,AET 不能应用于厚金属结构(超过 20 毫米)。外部因素也会影响结果,使其准确性降低。
ASME BPVC 第 VIII 节第 2 部分要求在水压试验或气动试验期间进行声发射测试。AET 有助于检测:
-
压力容器内裂纹的形成和扩展
-
因腐蚀而受到影响的船舶结构区域
-
金属变脆的区域,可能导致应力失效
-
塑性变形和结构弱点
-
侵蚀点蚀,影响容器的完整性
-
泄漏产生的声音信号
-
涡流检测(ECT)
涡流检测(ECT) 是一种依靠电磁感应来发现导电材料中的腐蚀、裂纹和材料变薄的技术。它主要用于检测近表面不规则性和测量涂层厚度。
ECT 需要的准备工作很少,一次即可覆盖大面积测试区域,因此检测速度比其他方法快得多。探头不需要直接接触表面。但是,检测结果可能会受到粗糙度、光洁度和涂层应用等表面特性的影响。
根据ASME BPVC 第 V 条,涡流检测可检测锅炉中的以下问题:
-
热交换器中的挡板磨损
-
疲劳裂纹
-
热交换器管道中的微动磨损
-
焊接裂纹、夹杂、未熔合
-
锻造爆裂、夹杂、裂纹
-
钢筋和管道接缝
-
铸件热泪
Voliro T 安装了我们的PEC 探头,能够可靠地检测高处绝缘层下的腐蚀情况。通过使用短而高能的电磁脉冲,PEC 探头可穿透厚度达 100 毫米的绝缘层,并提供 3 – 18 毫米的壁厚测量值。

-
液体渗透检测 (PT)
液体渗透检测 (PT) 是一种无损检测方法,它使用有色或荧光液体渗入表面缺陷,从而使其布局可视化。
这种无损检测方法成本低且易于操作——无需复杂的设备,只需一个气雾罐、灯和清洁剂。PT 适用于大多数无孔材料(锅炉、钢、铸铁、铝和黄铜)。主要缺点是检查者必须直接接触表面。这通常意味着您需要冷却、清洁和通风锅炉。
根据PG-25.2.1.2.2,锅炉在热处理后需要对所有铸件表面进行液体渗透。NBIC 建议 PT 查找管道周围的泄漏,检查焊缝,并评估火灾损坏的组件和纤维增强塑料压力设备。
根据ASME BPVC 第 V 条,PT 最适合修复以下锅炉缺陷:
-
局部磨粒磨损
-
腐蚀辅助疲劳裂纹、跨环裂纹
-
腐蚀点蚀
-
疲劳裂纹
-
热裂纹和氢致裂纹
-
焊接未焊透、重叠、气孔、咬边
-
锻件爆裂
-
铸件中的冷隔、热裂
结论
仅靠人力可能难以维持锅炉年度检查计划。检查无人机可加快并简化流程,确保人员安全和设施持续运行。
此外,无人机还能帮助收集更全面的数据。借助各种有效载荷,您可以捕捉高清图像、进行 UT 厚度测量、监测气体排放并找到最早的腐蚀迹象。
例如,只需一架 Voliro 无人机,您就可以满足大部分 NDT 需求
-
无需任何起重设备即可对大型资产进行近距离检查。
-
轻松在一系列 NDT 探头选项之间切换 - UT、高温 UT、EMAT、PEC、LPS 和 DFT。
-
测试多种类型的运营资产,包括管道、火炬塔、储罐、灭火环等。
此外,通过Voliro 订阅,我们可以负责无人机的维护、重新认证、维修、保险和飞行员培训。


















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









