






基于S7-200 PLC和MCGS基于FMS物料分拣系统材料分拣
随着制造业的发展,物料分拣系统已经成为了工业自动化的一个重要领域。其中,基于S7-200 PLC和MCGS基于FMS物料分拣系统的材料分拣无疑是目前自动化分拣的一种常用方式。本篇文章旨在深入探讨这种分拣系统的原理、优点、使用场景以及应用实例。
一、基于S7-200 PLC和MCGS基于FMS物料分拣系统的原理
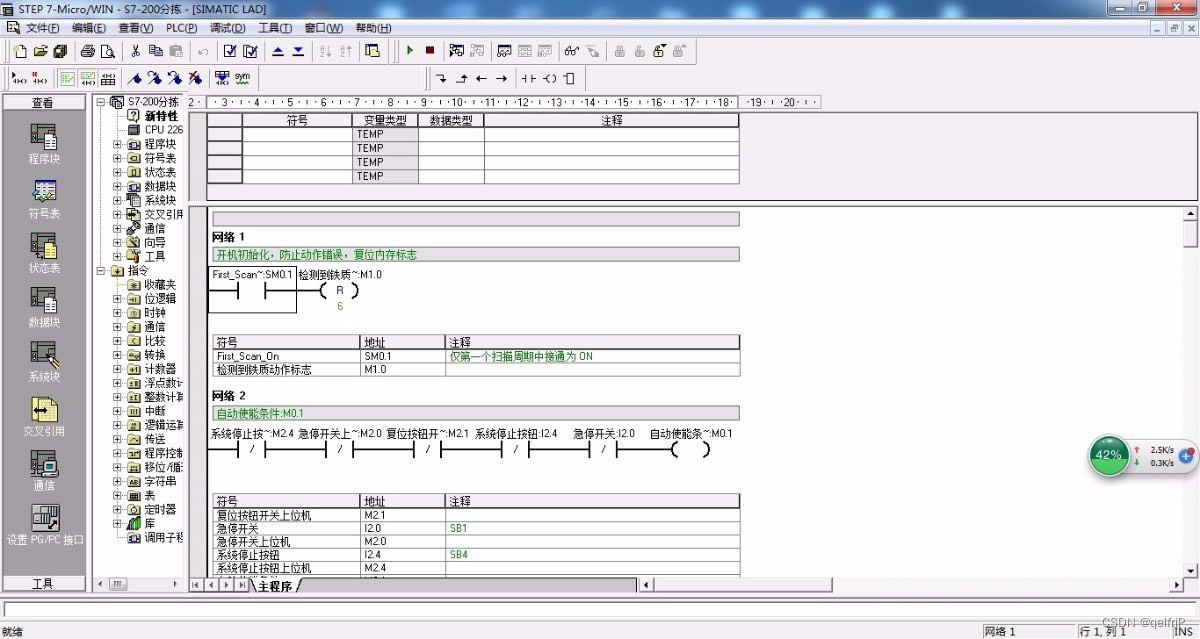
物料分拣系统的原理其实非常简单:通过分拣机器对不同类型的物料进行分类,并通过机器手臂、传送带等设备将这些物料运输到相应的区域。而基于S7-200 PLC和MCGS基于FMS系统的物料分拣,其核心在于PLC对分拣机器的控制和MCGS对整个物料分拣系统的监控。
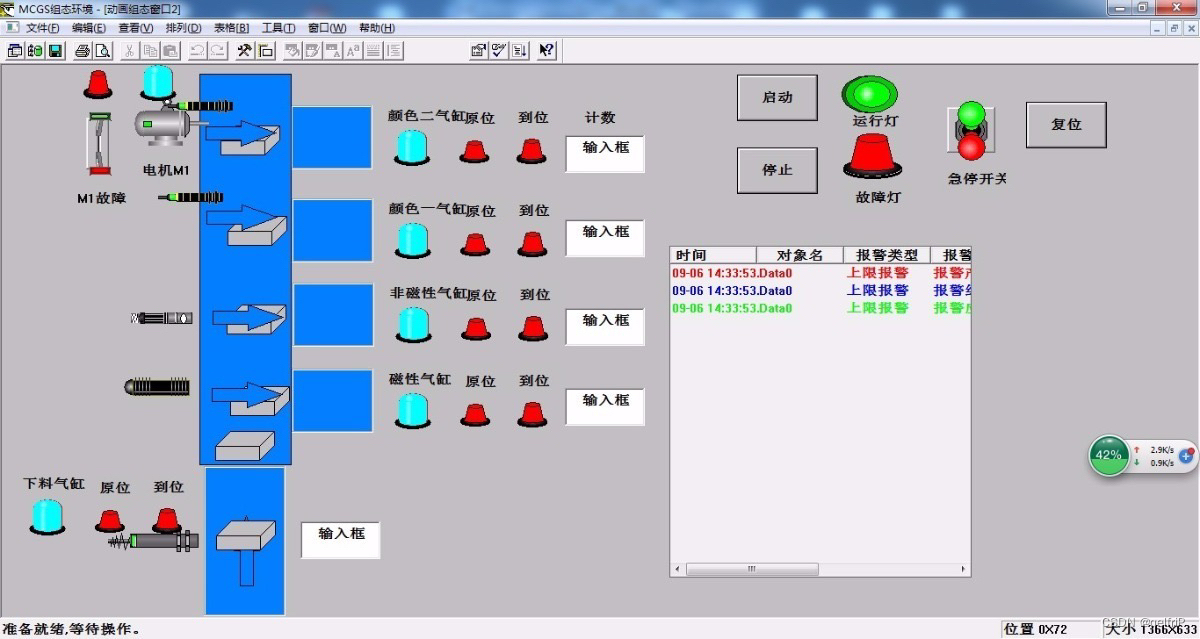
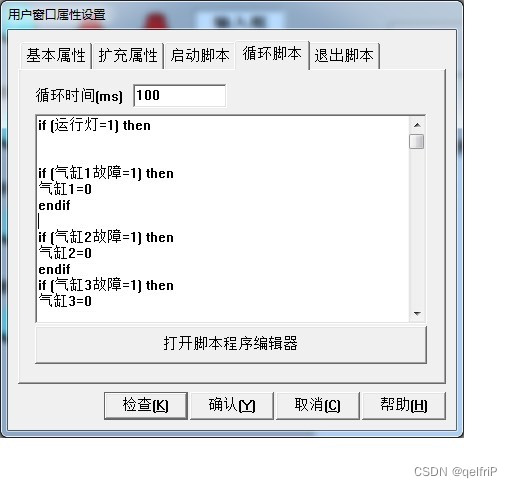
具体而言,S7-200 PLC通过程序控制分拣机器的动作,实现物料的分类和转运。而MCGS基于FMS系统,则提供了灵活的监控和控制功能,可以实时获取系统数据、监测设备状态、预警异常情况等。通过PLC和MCGS的协同作用,物料分拣系统可以实现高效、精确的分类和分拣,同时大大提高了生产效率和质量。
二、基于S7-200 PLC和MCGS基于FMS物料分拣系统的优点
相较于传统的人工分拣方式,基于S7-200 PLC和MCGS基于FMS物料分拣系统具有以下优点:
-
高效性。由于采用了自动化分拣方式,大大提高了物料处理的效率和速度,能够满足大量物料处理的需求。
-
精确度高。机器的高精度分拣和转运,可以避免人工操作带来的误差和漏检问题,提高了分拣的质量和准确性。
-
可靠性高。基于S7-200 PLC和MCGS基于FMS物料分拣系统具有高度的稳定性和可靠性,可以长时间运行并保持高效稳定的分拣状态。
-
操作简单。该系统采用了用户友好的界面设计和智能化的控制方式,使得系统的操作和维护变得更加简单方便。
三、基于S7-200 PLC和MCGS基于FMS物料分拣系统的使用场景
基于S7-200 PLC和MCGS基于FMS物料分拣系统主要应用于工业自动化生产线中的材料分拣环节。其应用场景主要包括:
-
物流仓储。运用该系统可以有效提升物料分拣的效率和准确性,优化物流仓储管理。
-
快递物流。将该系统应用于快递物流配送中,可以提高分拣效率,缩短物流路程,实现快递物流的快速、准确、高效配送。
-
电子制造业。该系统可应用于电子制造业的元器件、半成品的分拣、合并和转运等环节。
四、基于S7-200 PLC和MCGS基于FMS物料分拣系统的应用实例
近年来,基于S7-200 PLC和MCGS基于FMS物料分拣系统的应用越来越广泛。下面介绍一个经典的案例:某智能电子产品制造企业的进料分拣系统。
该企业采用了基于S7-200 PLC和MCGS基于FMS物料分拣系统,实现了对进料的自动化分拣和转运。该系统可以准确分拣5种不同的元器件,并将其送往相应的工作区域。该系统不仅大大提高了元器件的处理效率和准确性,而且可实现长时间、稳定的自动化分拣状态。同时,该系统不仅减轻了人工的工作负担,而且保证了元器件的质量和一致性,提高了整个生产线的效率和质量。
总之,基于S7-200 PLC和MCGS基于FMS物料分拣系统的材料分拣无疑是现代工业自动化生产线不可或缺的一环。其应用范围广泛,优点明显,可带来极大的生产效益和效率提升。
相关代码,程序地址:http://lanzouw.top/670142539933.html















 1182
1182











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









