







摘 要
石油、军工、新能源、工程开采、航空航天、机械等行业,深孔钻削技术越来越受到广泛关注。在其实际工作中,导向块具有支撑刀具,辅助导向、动态补偿切削力并且能挤压抛光已加工表面的作用。在最后一次的毕业设计里导向块零件的机械加工尤为重要,结合实际工作,导向块加工相对复杂,在这里采用两种加工方法相对比,根据实际情况和加工的需要最终确定其中一种作为设计内容,并进行科学合理的分析。在计划和计算工艺过程时,要明确设计工序需要的工步以及相关工序的安装工位。同时对加工导向块工序的机床的进给量,切削的角度以及走速,机床的选择还有走刀次数,以及最后计算该工序劳动时间都要有明确的计算。
机械加工工艺和夹具的设计是零件的制造必备的专业核心知识,导向块零件在加工过程中必须满足它的精度要求,并且符合加工过程中的实际要求和生产准则。计算和明确定位基准和定位方式,设计夹紧机构、导向机构、绘制夹具总装图,并拆画夹具的主要零件图。
关键词: 导向块零件; 工艺规程设计; 夹具设计
1 明确毛坯种类、绘画毛坯图
1.1 确定毛坯材料
由于导向块零件的加工方法可以分为槽加工和孔的加工,而且零件的外形也比较复杂,所以选择该加工零件的毛坯材料为HT200。
尽管灰口铸铁的抗拉强度和塑性比较不理想相对较低,但是它铸造性能以及韧性较好,并且有良好的知减震性、润滑性等,在使用导向块深孔钻铣时,能有效地吸收机器震动的能量,减少能量的损失,以更高效的完成零件的加工。铸铁的工艺性能好,不易变形,熔炼设备简单,成本也比较低,因此选用铸件作为毛坯。
2 确定毛坯尺寸以及加工量
根据以上的分析,加工导向块零件用到的是铸造件。根据零件是批量生产,所以选择毛坯制造方法为砂型机器造型铸造方法,材料为灰口铸铁,生产类型为大批量生产,查《机械制造工艺设计简明手册》中的表2.2-2取铸件尺寸公差等级CT应该为10级,表2.2-5成批铸件加工余量等级MA应该为G级,数据如表2.1所示[8]。
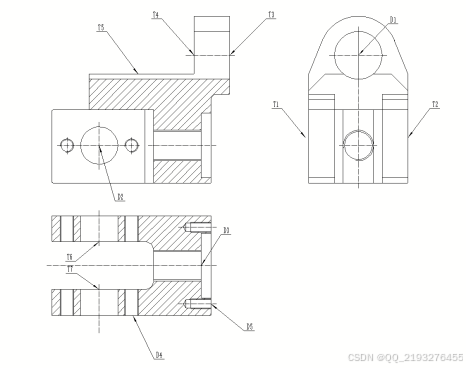
图2.1零件图
2.3 绘制毛坯图
毛坯尺寸、形状 应考虑到:
(1)各加工面的几何的几何形状要尽量的简单不要复杂;
(2)工艺基准以设计基准相一致不能出现不相符的基准;
(3)便于装夹、加工和检查以使用方便为准;
(4)结构要素必须统一,使用普通设备和标准刀具尽量不使用非标设备;
(5)铸件进行加工前应当进行预处理如图2.2所示[9]。
在选择毛坯时,要以经济性为先。尽管毛坯的形状尺寸与零件接近,具有提高材料的利用率,降低加工成本等优点,但在实际制造中会带来更大的制造困难,需要使用昂贵的设备,并增加了制造成本。所以,毛坯的选择一定要优先考虑零件成本但必须要保证零件的使用性能不能一味的降低成本。在毛坯的选择确定后,必要时可据此绘出相关的毛坯图[10]。
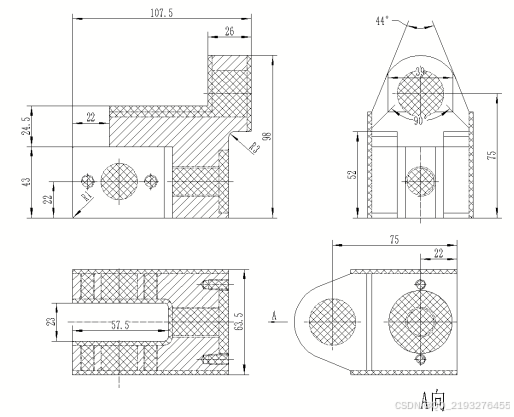
图2.2毛坯图
2.4 本章小结
本章主要是确定毛坯材料、确定毛坯尺寸以及加工余量和公差尺寸,并且绘制设计毛坯尺寸,完成毛坯图的绘制。
3 定位基准的确定
3.1 粗基准的选择
根据基准重合原则,我们可知道,粗基准的选择应尽量选不加工表面。又因为实际生产中可知M1面不加工,所以为粗基准。先以M1面为基准,对零件的M2端面进行粗铣和精铣;再以M3端面为基准,对零件的M4端面进行粗铣,然后以M4端面为基准面进行M3面的粗铣;然后进行内侧槽的加工,最后根据内孔和端面互为基准的原则进行对孔的加工。
3.2 精基准的选择
选择精基准时,主要应以基准重合、统一基准、互为基准等原则方面进行考虑。因此先对导向块粗铣完成的M3面为基准精铣向对立面的M4端面,然后精铣M3端面时我们可以使用M4作为精基准。这样互相精洗,最终以精铣后的M3和M4两端面以及M2面为设为精基准如图3.1所示。
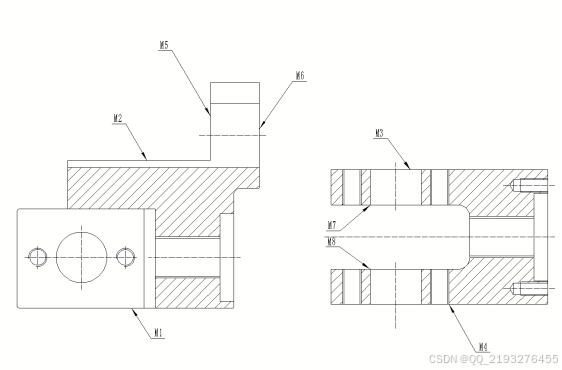
图3.1基准面-参考图
4 夹具设计
4.1 机床夹具
1、机床夹具的类型
在设计和加工过程中,机床专用加工夹具有很多种类型,机床夹具是机床和工件间的连接装备,能使工件相对于机床和刀具获得正确的位置,以保证零件和产品的质量,并且能提高工作效率,总体来说大致可以分为以下几种:通用夹具,专用夹具,可调夹具,组合夹具,随行夹具[13]。
特殊夹具通常由定位部件,夹紧部件,导向工具元件,连接元件,夹具,混凝土和其他器件和部件,由几个部分组成[14]。在上述组件中,定位部件、夹紧部件和夹具是专门要求的并非所有其他夹具都需要。
2、机床夹具的作用
(1)保证加工精度避免在加工时过多损耗精度;
(2)由于夹具的辅助可以大大提高生产效率;
(3)夹具辅助可以能批量生产降低成本;
(4)夹具装夹可以提高效率,工人不用从事大量体力劳动。
3、机床夹具的组成
(1)定位装置:是工件装夹在夹具的正确位置;
(2)夹具体:通过夹具体将所有元件连接形成一个整体;
(3)夹紧装置:将工件夹紧,在工作是不离开已占据位置;
(4)其它装夹或元件。
4.2 夹具设计
4.2.1 钻4-M8孔夹具设计
夹具的使用过程中可以有效的保证零件的加工精度,质量并且提高劳动效率,减轻劳动力[15]。首先分析工序尺寸精度:根据设计的工序图我们很容易就知道这次加工的工序要求的精度不是很高。所以根据已有的结论和实际的生产经验我们可以做如下的一些要求具:钻4-M8孔,不需要特殊要求属于表件在普通车床生产,零件属成批量生产。分析与确定定位方案:有设计导向块和工艺设计需求可知道该工序必须限制工件五个自由度,但根据实际生产并为了控制刀具的实时操作,还应限制z移动,所以在当前实际生产时其实是限制了六个自由度。
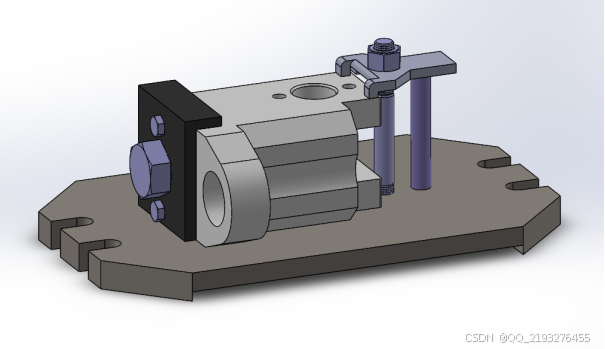
图6.1专用夹具
根据夹具装配图可以看出,该夹具是通过一面三孔进行定位。主要优点是方便零件的装夹,所用的费用少并且节省工时。缺点在于它是用孔和面来定位,所以在加工过程中容易损坏孔和面。所以在加工装夹过程中需要加上垫圈来保证孔的精度和损坏。
4.3 夹具工程图
根据夹具来估算夹紧的可靠性:对加工此工序来说,夹紧力有足够的安全系数,可不进行夹紧力验算。
通过查询材料可知夹具技术条件与和使用方法。本次毕业设计的夹具的技术又如下的一些原则:装配时定位销与零件左侧面要符合规范并且符合设计要求,垂直定位板。夹具底座安装在工作台面保持水平贴合,最大间隙不大于0.02。
图6.2专用夹具工程图
5 实物展示

图7.1实物展示
6 结 论
通过以上分析本次的毕业设计是对我们所学课程知识的一个总结。通过毕业设计可以反映出我们在学校期间的学习程度。从而对我们所学专业知识做出正确有力判断。
初步开始设计的时候,难度相当大,因为在校期间自己只是跟从老师的讲解完成基本的工艺设计,但从来没有自己一个人独立完成工艺设计,就只知道一些设计的要求,对大概设计顺序略知,不知道怎么开始,然后一方面咨询老师,一方面查课本总结,查找各种资料,最后得出我要做一个导向块零件机械加工工艺的设计,最开始我找到了零件的图纸,在我要仔细研究图纸,看懂每一个零件的组成,并勤思考该怎么设计,怎么加工,拿到一个零件图要知道基本信息,公差范围,再写出技术要求,帮助自己更好地理解,从头到尾整理后,毛坯零件合图就简单了。


















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









