



极限这个词,就如同它的字面意思一样,就是指代事物的某种能力能够达到的最大可能。比如,椅子的承重极限,桶的容载极限。任何事物都存在极限。超过极限之后总会带来与预想不一致的结果。比如,一个人搬起重物的极限是100Kg,当超过这个极限的时候,人会搬不起来或者产生不可逆转的损伤。金属材料也如其它事物一样也存在着各种各样的极限,比如成形极限、承载极限、耐热极限等等。在这里只讨论它的成形极限,确切的说是如何理解它的这个极限,以及如何利用它分析解决问题,并不会具体的讨论某种具体材料定量的极限。因此,文中所有的图表均是一种定性的说明,方便读者理解,并不涉及任何的真实参数。
说到极限,总想使用一个具体的数值来指代它。比如之前提到的“人搬起重物的极限是100Kg”,这是一种美好的期望,考虑到个体间的差异,并不能准确的使用一个数值进行量化,往往都是一个范围,可能是90-100Kg,也可能是50-100Kg。如图1所示。因此,在这里可以更加具体一下“极限”这个词的含义,它是指“在相同环境下,某类事物具备某种能力的范围”。根据这个定义自然引出三个指标:最大极限、最小极限和平均极限。最小极限指代的就是某类事物整体全部都能满足的限度。最大极限指代就是某类事物中少部分能满足的限度。平均极限指代的就是某类事物中绝大多数能够满足的限度,如图2。取决于使用目的,这三个指标各有各的使用场景,在这里就不在展开。
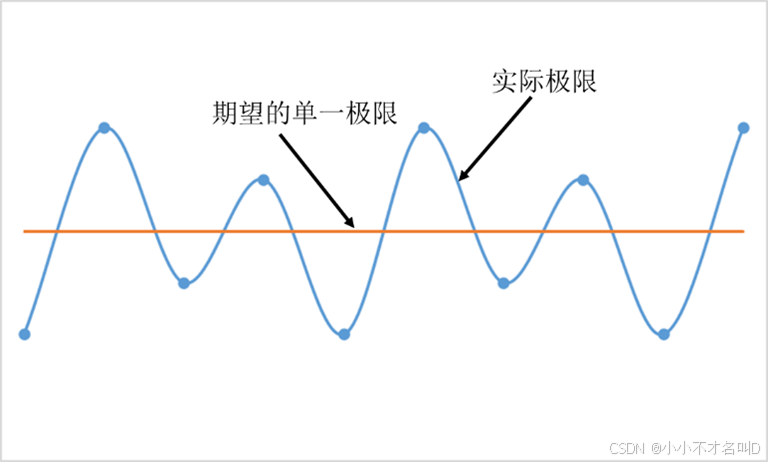
图1 极限的理解
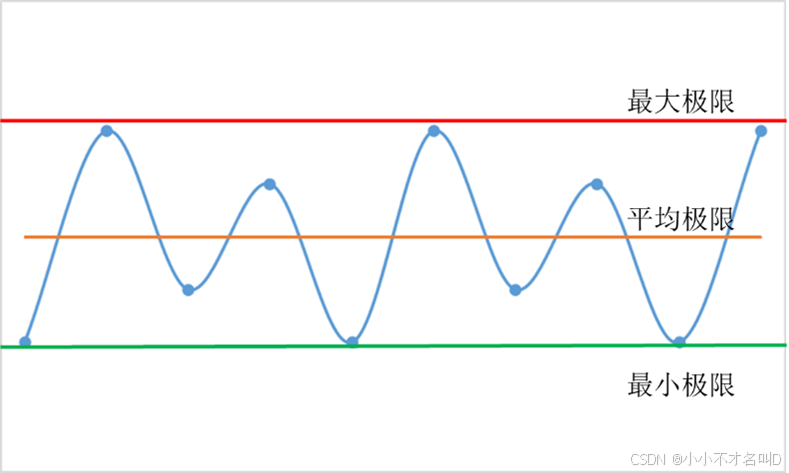
图2 极限的三个指标
根据以上的解释,对于金属材料的成形极限自然也具有“最大成形极限、最小成形极限和平均成形极限”这三个指标。得到这三个指标就可以用来指导工艺路线设计,就可以用来指导实践解决一些问题,比如开裂等缺陷。
如何使用它来指导实际的设计与生产呢?首先,要形成一种认识,即“实际中所出现的任何不希望的得到的现象如开裂等缺陷,均是由于工艺的最大极限超过了材料的最低成形极限所致”。图3的(a)(b)(c)是对该认识的直观解释。
(a)表明材料的成形最小极限大于工艺的最大极限。因此,此种情况是100%没有问题的。
(b)表明材料的成形最大极限小于工艺的最小极限,也就是工艺造成的损害,材料已经完全无法承受。因此,此种情况是100%有问题的
(c)表明工艺的最大极限大于材料的最小成形极限,但小于材料的成形最大极限。即工艺的极限范围与材料的成形极限范围有重合。因此,此种情况是部分有问题的,严重程度取决于交叉程度。
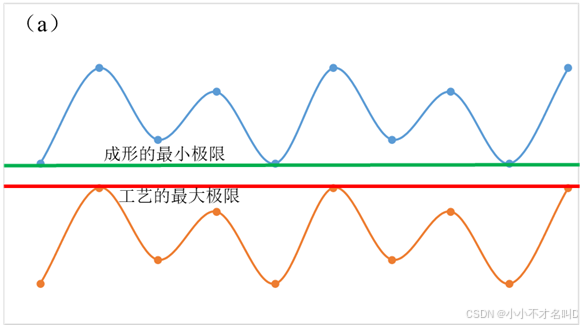
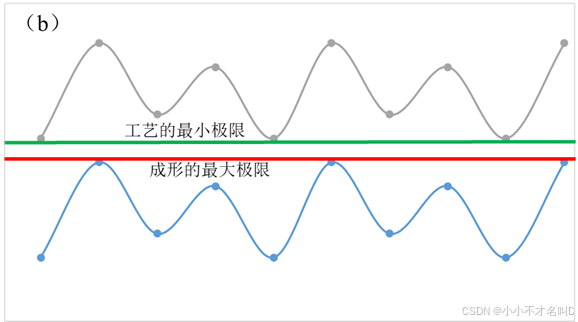
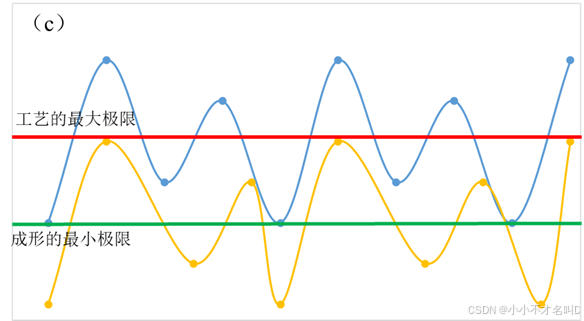
图3 工艺极限与材料成形极限间的关系
有了以上的认识,再对工艺极限进行解释。工艺极限是一个复合体,不单单指工艺路线,也要考虑与工艺路线相关的因素,例如摩擦、成形速度、成形温度等。狭义的理解可以只认为其代指工艺路线,因为工艺路线对极限的贡献较大,下文中的分析也只使用其狭义的定义。但在读者在以后的分析中也不能忽略其余因素的影响。
虽然,工艺极限也是一个波动范围,但其波动的范围较小,可以近似认为其波动范围主要是取决于模具与设备的精度(可能不太准确),一般设备的精度与模具的精度都较为稳定,可以近似认为工艺极限是个定值。例如将10mm高的材料镦粗到5mm高,其相对变形量为50%,在确定的设备与模具下,这个变形量基本上不会有10%以上(人为预估)的波动。因此将其视为一个定值是合理的,因为采用仿真软件是可以方便的获得这个定值的。当然通过仿真实际工艺的波动也可以获得工艺极限的波动范围。
通过以上的铺垫,可以明确一下解决问题的思路,即“使工艺的最大极限永远小于材料的成形极限”,也就是图3中的(a)。至于图3中的(c)情况是否可以,如果能接受其带来的不合格的比例,这种情况也是可以的。但是不管怎么说,图3中的(b)情况是坚决不可以接受的。当然优先以(a)为主。图5所示,即为解决问题的思路,可单独使用,也可以组合使用。推荐优先采用提高材料的成形最小极限与组合使用,不建议单纯采用降低工艺极限的方法(只有原材料的稳定性位于世界行业平均或平均以上水平时才可以使用),原因如下:
- 由于部分企业或加工厂缺乏相应的专业理论知识与技术水准,缺乏改进与提升工艺的能力,仅能依赖于国家标准与行业标准自保,无法保证一致性。
- 即使有能力,但考虑成本等因素,再无明确要求下不会主动生产最优产品,甚至中等水平也不会生产。
- 人性贪婪,以利润为主导,缺乏品质意识。
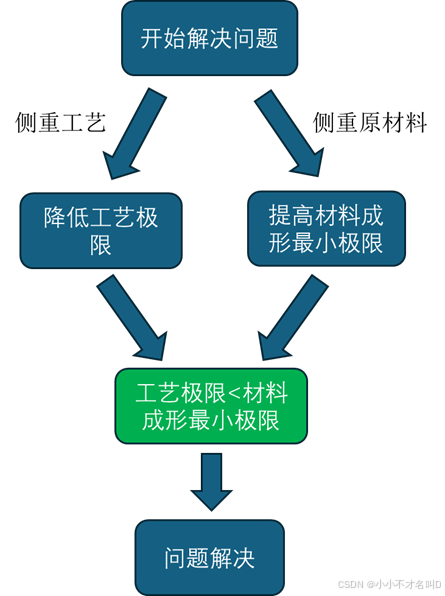
图5 问题解决路径
例题:已知某种材料的镦粗的极限变形量为50%(成形最小极限值)。请给出将直径φ8*15mm的圆柱镦粗到直径φ13.85*5mm的工艺路线。
解:高度15mm镦粗到高度5mm,变形量为66.7%>50%,无法一次性镦粗。
方案一(从纯材料角度): 提高材料的极限变形量至66.8%以上,不改变线径,一次成形。
方案二(从纯工艺角度):使用直径φ10.*9.5mm的原材料直接一次性镦粗,变形量为47.4%<50%,无任何问题。
方案三(混合使用):增大线径与提高材料的极限变形量同时使用。
其实还有一个方案四,却不经济。但在方案一、二、三都已优化到最高的情况下,依然无法实现,则采用中间退火,使材料恢复到最初的极限变形量也是一个不错的选择。但是在这个例题中是不建议使用的。
方案四(采用中间退火):直径8*15mm镦粗到直径11.31*7.5mm(变形量50%),然后退火(恢复材料的极限变形量到50%甚至更高),再镦粗到直径13.85*5mm(变形量33.3%)。
现在的问题回到了“如何获得材料的成形极限”的问题上,对于这个问题只能提出方法,而不能给出具体的数据。因为原则上拥有数据最丰富、最真实的应该是一线企业与科研机构。那方法是什么呢?就是统计学原理,即持之以恒的收集数据并进行分类形成材料的数据库。下面是两点看法。
- 对于一个制造企业,每批原材料进库都会进行入库检,都会做一些实验比如拉伸实验、晶相检查、顶镦实验。这就形成最初始的材料库。应记录下供应商的名称以及时间,详细的记录这些实验结果。长久以往,就可积累丰富的实验库,获得材料的成形性极限的范围,甚至这个范围可以精确到每家每户,一提到谁家的原材料,就能立马知道他的极限范围。
拉伸实验可以获得屈服强度、抗拉强度、伸长率(一定要注明原始标距长度)、断面收缩率,以及应力应变曲线。要注明实验条件。
晶相检查可以获得晶相组织的分布,例如晶粒的大小与分布、球化的等级与分布。这些都应该量化,而不是泛泛而谈仅给出等级评判,这是不负责任的。应给出尽可能详细的数据比如平均晶粒多大、最大晶粒多大、最小晶粒多大、分布是否均匀、哪里分布不均匀、球化颗粒大小、分布规律等。这些会增加额外的工作时间与工作量,但却都可以在获得等级评估的过程中获得。随着积累的持续,时间就会减少。因为随着数据的收集与提炼,会使整个过程趋于稳定,质量问题减少,成功率提升,自然就不会有太多的时间浪费。
顶镦实验可以获得镦粗的极限变形量,若试验机的功能多,也可以获得如拉伸实验一样的性能数据,要注明实验条件。镦粗有很多种形式,通过顶镦实验获得的结果并不一定能够准确参考,因为材料的极限还与受力状态有关。对于从始至终相近的受力状态可以准确参考,对于其它的可以近似参考。从实际生产中发生的问题的情况中收集各种镦粗形式的极限也是一个方法,这需要时间,也需要一些专业知识的转化。
2. 对于一个制造企业,会制造很多的产品,自然会出现很多的问题,并对这些问题做很多的 研究与验证。将这些研究结果汇总成报告,也可以收集很多的数据。当然这不是孤立的, 应该将同批次的原材料进料检验的结果结合起来。在这个问题上多提一点:当出现问题的 时候,首先要研究的是这个有问题的产品,对有问题的位置进行微观组织检查(如果认为 是原材料的问题导致的话)等等,而不是首先对原材料进行各种检查,或者说原材料不应 该首先被研究。因为,问题往往不是100%出现的,总是以一个比例出现。如果一开始就对 原材料进行研究,无法确认截取的原材料是有问题的,所以往往不一定能获得结果。如果非 要一开始就研究原材料,取样时也要以缺陷比例,间断连续取样,每个位置的样品至少两 个,三个最好。
一个企业若是能做到以上两点,并不断的坚持,将会成为最专业,最有科技实力制造企业。但说说简单,往往却是最难做到的,因为企业也是由各个有机体组成的,成员之间也有能力大小之分,并不是每个人都能理解其中的意义。当然,这里面更多的是管理问题,应该是可以改变的,也是最难改变的。“中国制造2025”的目标还有很长的一段路要走,不是定个目标就能实现的,这需要几代人持之以恒的努力才能做到,需要人员素养的提高,需要物质待遇的提高,需要社会文化的转变,更需要朴实无华的人。



















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









