







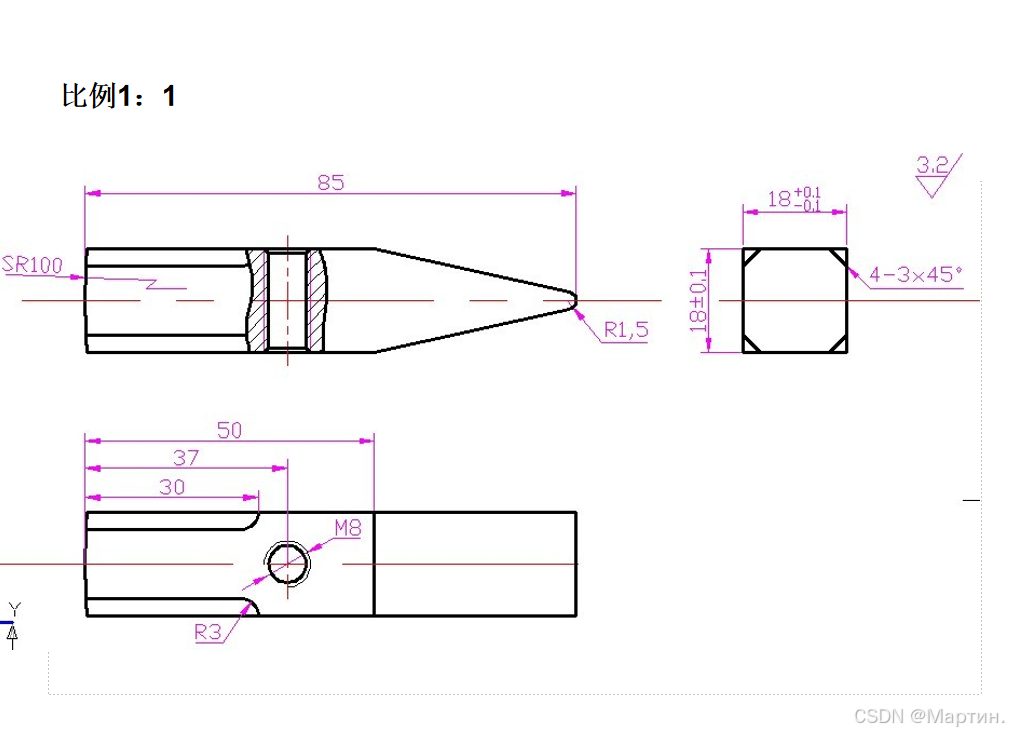
工程图纸
该次实验是手工对一根纯铁管进行加工步骤
工具
手锯,台虎钳,半圆锉刀,平板锉刀,砂纸1200目左右,钻孔机,游标卡尺,划针,样冲,攻丝和套丝,高度游标尺
确定外形
使用手锯截取铁管大约87mm长度的钢管(不用太长也不能太短,因为打磨的时候非常费力,有可能半个小时才能磨掉1mm),并且使用高度游标尺45°摆放,并且在工件的宽上画出18mm长度,需要打磨一段正方体。将工件固定在台虎钳上使用平板锉刀进行粗加工打磨

锤尖
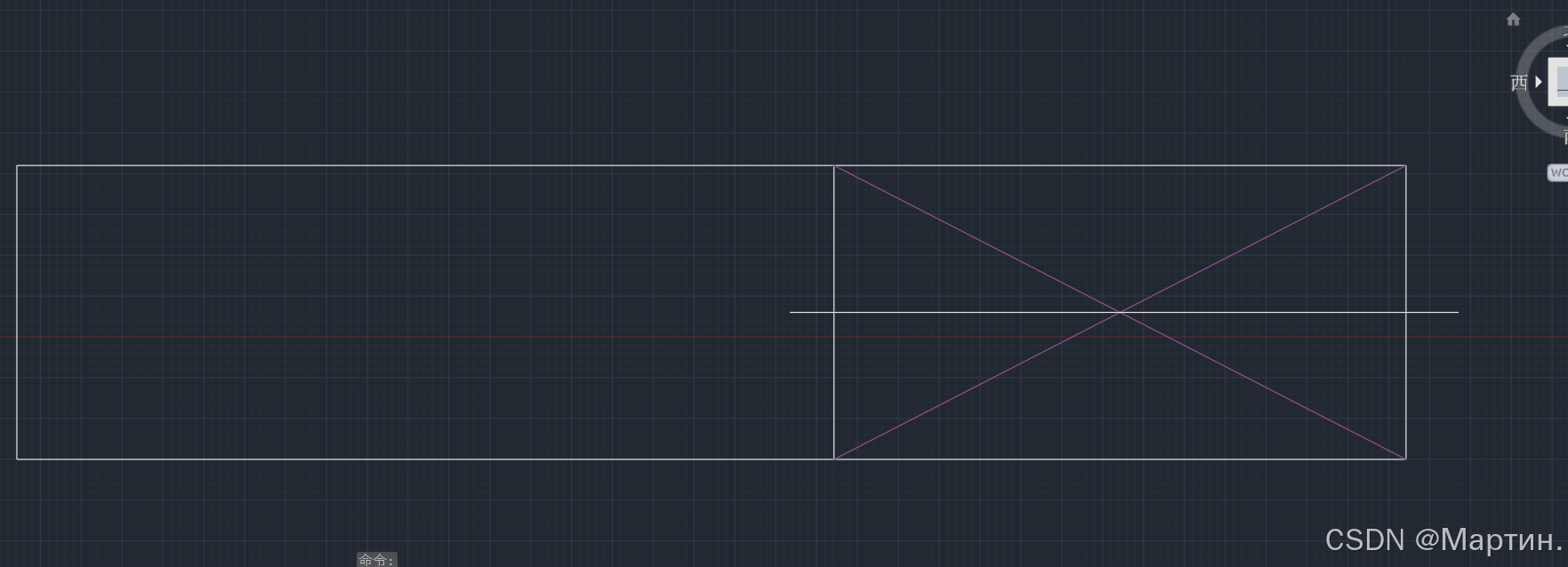
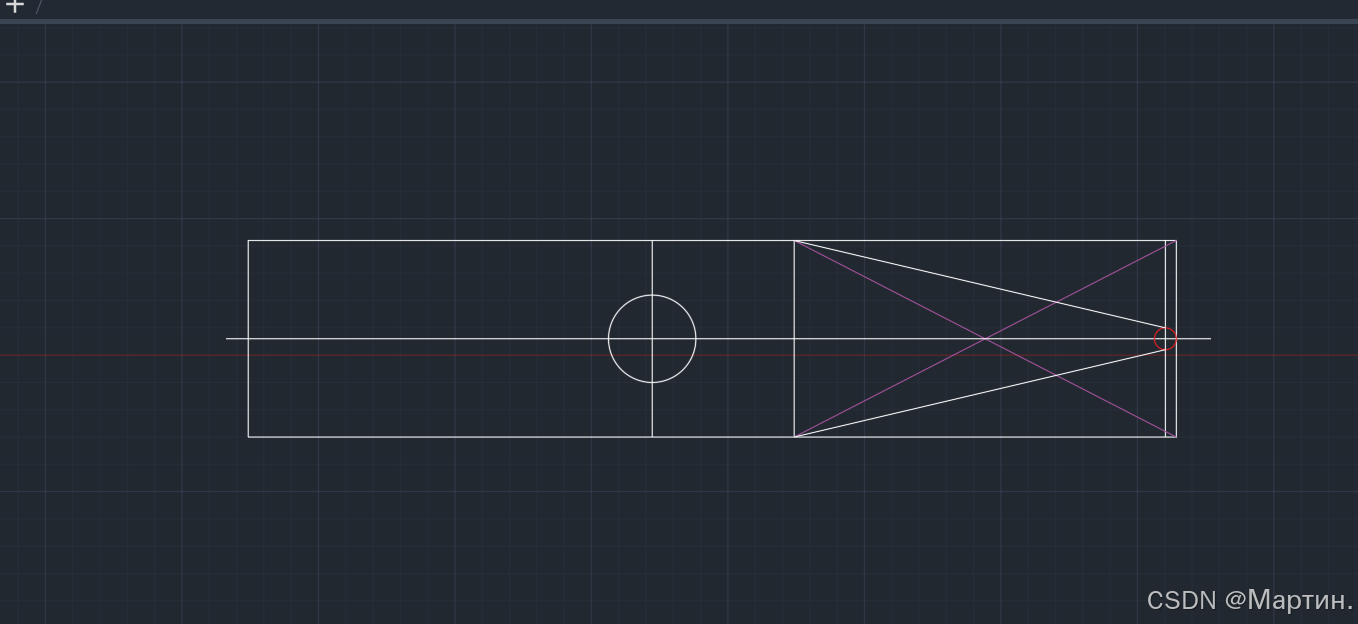
根据图纸我们可以知道在锤底距离锤尖的距离为50mm,所以我们需要先使用划笔标记50mm位置,并且画2条辅对角助线,过AB辅助线交点作50mm处线的垂线来确定中心位置
连接顶点以及两端可以确定一个三角形,这里头是尖的,但是图纸里面要求是一个半径R为1的。因为我这里没有圆规所以为什么之前要余留2mm的长度原因就在这里,后面手工打磨。
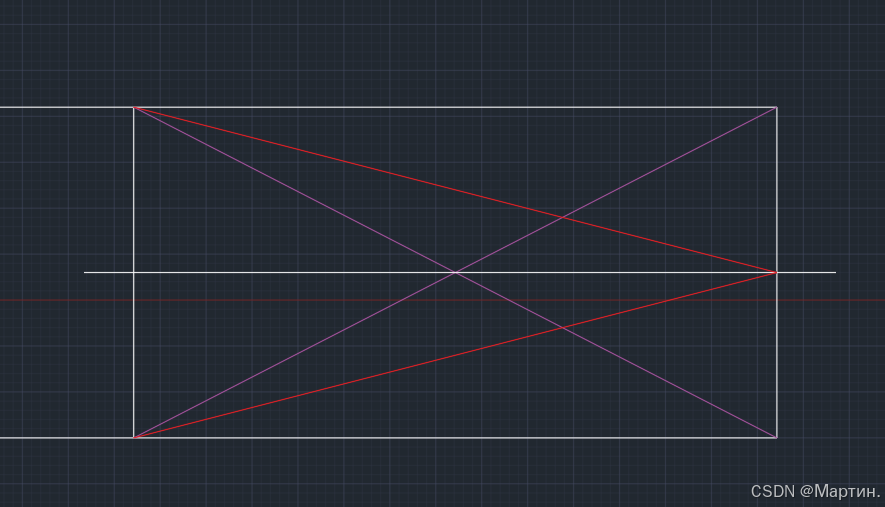
如果你有圆规最在最右侧端面向左偏移1mm作一条线确认圆心位置,然后做一个圆,再做圆的切线就OK了,这样是最标准的,工件长度你也可以不用预留2mm
上手锯切掉多余部分,打磨工件的时候一定一定要垫一个软的垫子在工件下,避免台虎钳夹工件用力过大造成精度误差并且整体美观造成影响

转孔
整体形状出现后,我们需要做的就是打孔

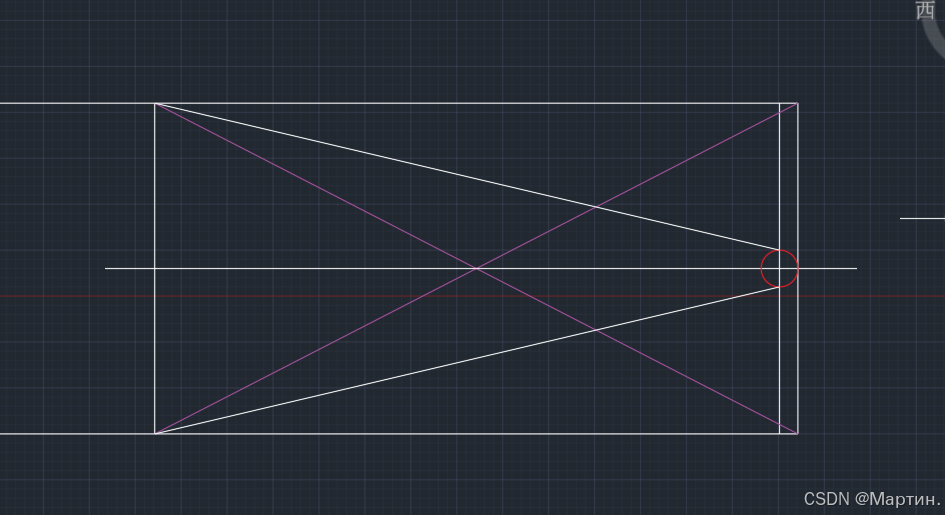
从锤底向右偏移37mm确认圆心,使用样冲对准该交点大力锤击,再将工件放到打孔机下对准样冲点进行转孔,切记打孔时应使用软垫在工件下并且一定必须固定紧,打孔后工件是具有高温的,注意防止烫伤!
当打孔成功后,我们需要使用攻丝对孔洞进行螺纹工艺处理

锤柄
我们需要截取一段长度为200mm的细铁管,并且在头部需要使用套丝转取长度18mm的有效范围

组装 & 打磨
别忘记在30mm处还有一个倒角,你得用半圆锉刀打磨出一个45°的倒角,厚度3.2mm。最后用1200目的砂纸进行抛光打磨,你可以用2000的,但是建议从少到多的慢慢累加。甚至可以打磨成一个镜面也可以的…


















 420
420

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









