







我们经常用到的五金类零件中常用的金属材料有不锈钢、铜、铝、锌合金、镁合金、钢、铁等。
五金制品根据加工方式不同常分为冷加工及热加工类,不同种类的五金成型方法也不一样,冷加工类如钣金类材料,主要是通过模具冷冲压、折弯、拉深等工艺成型。热加工类如铸造类零件,主要通过将五金原材料熔化成液态用模具铸造而成。
一般认为,凡是厚度均匀的片材类金属材料统称钣金。常用的钣金材料有不锈钢、镀锌钢板、马口铁、铜、铝、铁等。
本文主要来分析一下钣金类产品设计的基本原则。
1
钣金特性与工艺要求


以上动图为冲压
1.产品厚度均匀的原则
钣金就是厚度均匀的材料,在结构设计时应该要注意,尤其是在折弯比较多的地方,很容易造成厚度不均匀。
2.易于展平的原则
钣金件产品是由片材加工而成的,在没有加工之前,原材料是平整的,所以,在设计钣金件时,所有折弯及斜面都要能展开在同一个平面上,相互之间不能有干涉。例如,图1所示的钣金件设计不合格,原因就是展开后相互干涉。
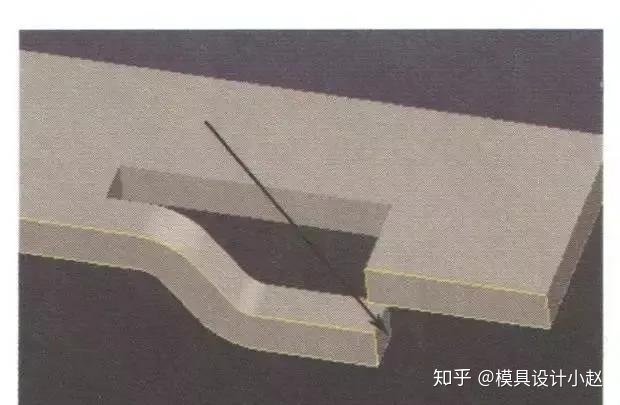
图1 钣金件展平后会相互干涉图
3.适当地选用板金件厚度原则
钣金件厚度从0.03〜4.00mm各种规格都有,但厚度越大越难加工,就越需要大的加工设备,不良率也随之增加。厚度应根据产品实际的功能来选择,在满足强度及功能的前提下,越薄越好,对于大部分产品,钣金件厚度应控制在1.00mm以下。
4.符合加工工艺原则
钣金件产品要符合加工工艺,要易于制造,不符合加工工艺的产品是制造不出来的,就是不合格的设计。
钣金类产品设计的工艺要求
钣金
- 工艺性:产品在各种加工过程中如冲切、折弯等的难易程度
- 工艺要求:设计钣金类产品时应符合这些工艺性。
- 基本加工方式有:冲切、折弯、拉伸、成型等
2
冲切
普通冲切:目前应用最多。
精密冲切:需要精密的冲切模具及高精度的冲切设备,成本要高于普通冲切,一般应用于比较精密的产品。
1.冲切件的外形尽量简单,避免细长的悬臂及狭槽
 最低0.47元/天 解锁文章
最低0.47元/天 解锁文章
















 1506
1506











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









