







[1]、简单外圆车削:
%
O001
G90 G54 G69
S500 T0101
M03
G00 X100 Z100 M08
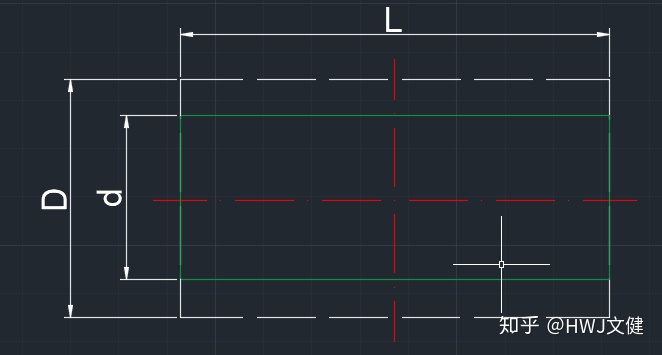
N20 #1=30 (将工件直径d赋值给#1)
N30 #2=40 (将工件长度L赋值给#2 )
N40 #3=0 (将工件右端面Z坐标赋值给#3 )
N50 #6=50 (将毛坯的直径D赋值给#6 )
N60 G01 X[#6+10] Z[#3+2] F150 (若#6-#1大于0.5则将0.5赋值给#7 )
N70 WHILE [#6GT#1] DO1
N80 IF[[#6-#1]GT 0.5]THEN #7=0.5
N90 IF[[#6-#1]GT 1]THEN #7=1
N100 IF[[#6-#1]GT 2]THEN #7=2
N110 #6=#6-#7
N120 IF[[#6+#7-#1]LE 0.5] THEN #6=#1
(若加工余量小于0.5时将#1的值赋值给#6,执行精加工 )
N130 G00 X#6 Z[#3+2]
N140 G01 Z[-#2 最低0.47元/天 解锁文章
最低0.47元/天 解锁文章
















 3106
3106











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









