







摘要

随着5G通信技术、以及电子产品的轻薄化、微型化的发展,电子封装技术的不断提高,PCB制作工艺能力的提升,越来越多的细密间距、微型器件被广泛应用到智能穿戴、智能家居、手机通信、便携式电子产品中;其中,细间距元件组装面临的最大挑战是如何保证高质量的锡膏印刷,而锡膏印刷又是高密度线路板组装过程中最关键的一道工序,对最终产品的质量有很大的影响,根据相关调查分析,SMT组装不良有超过60%以上是由于锡膏印刷不良和不稳定造成的。高品质产品使我们共同追求的目标和使命,也是企业发展的驱动力。
本文利用质量统计工具DOE以及结合作者10多年来的SMT设备和工艺、品质管理的知识,从系统层面利用高级品质统计工具,来实现了细间距高密度印制电路板锡膏印刷工艺参数优化。确定了显著影响印刷结果的关键印刷参数,并对参数进行针对性优化设计,通过建立最佳响应模型,最终获得了最近最佳的印刷工艺制程参数,小试牛刀,希望对业界的各位朋友有所参考,熟悉DOE建模的方法和流程。
关键词
印刷工艺、印刷工艺参数、DOE实验设计、CPK制程能力

引言
随着电子装联制造业飞速发展,SMT作为电子装联最先进的工艺技术,直接影响中国制(智)造2025的顺利达成,其发展也越来越受到社会各界人士的重视和关注。如今,电子产品PCBA的焊接缺陷问题,60%以上都是由于锡膏印刷缺陷所引起。因此在锡膏印刷工序必须注意优化印刷参数,以及合理选择合适的锡膏,印刷硬件设备,以及合理的PCB设计等等。而印刷参数是SMT现场工程、工艺人员需要重点了解和掌握的知识和技能,本人将利用DOE量统计工具得出最佳工艺组合,以及相关印刷制程参数的交互作用和相互关系。
锡膏印刷是把一定的锡膏量按要求印刷分布到 PCB(印制线路板)上的过程。它为回焊阶段的焊接过程提供焊料,是整个 SMT 电子装联工序中的第一道工序,也是影响整个工序直通率的关键因素之一。
DOE(Design Of Experiment实验设计)在质量控制的整个过程中扮演了非常重要的角色,它是我们提供产品质量,工艺流程改善、优化的重要保证工具。在21世纪的精益生产企业管理中越来越企业欢迎的一种质量统计6 sigma中的工具。
DOE常见术语介绍
响应(Response):实验输出的结果,即因变量,通常用“Y”表示。
因子(Factor):影响实验输出结果的不同输入变量,即自变量,通常用“X”表示。
水平(Level):实验中对因子的不同设定值。
噪音(Noise):不可控制的因子/因素。
分组(Blocking):也叫做模块化,将噪音的干扰最小化的方法。
随机化(Randomization):以一种随机的次序做试验。(消除噪音变量或随机误差的影响)
重复(Repetition):一种组合的反复,以得到相同水平的多个结果。也即在一个实验配置组合条件下测试数个样品(揭示短期有效性)
再现(Replication):以随机的次序重复整个实验,而不是按同样的次序把实验再做一次。(降低系统误差和随机误差)。也即在一个时间序列上重做整个实验(揭示长期有效性)
主效果(Main Effect):对单个因子而言,从一个水平到另一个水平的变化对输出的平均影响
交互作用(Interaction):即一个因子A对Y的影响的影响,依赖于因子B所处的水平。则称A与B有交互作用。
实验次数:多水平实验次数=K1*K2*K3…(K1,K2,K3为第K个因子的水平数);两水平实验次数=2K;三水平实验次数=3K。
DOE实验计划与实施过程
如下流程图为DOE实验设计常见思路和方法,一般在6 sigma 绿带(黑带)培训课程中会详细介绍(本文限于篇幅,不做详细讲解)。

DOE常见术语介绍
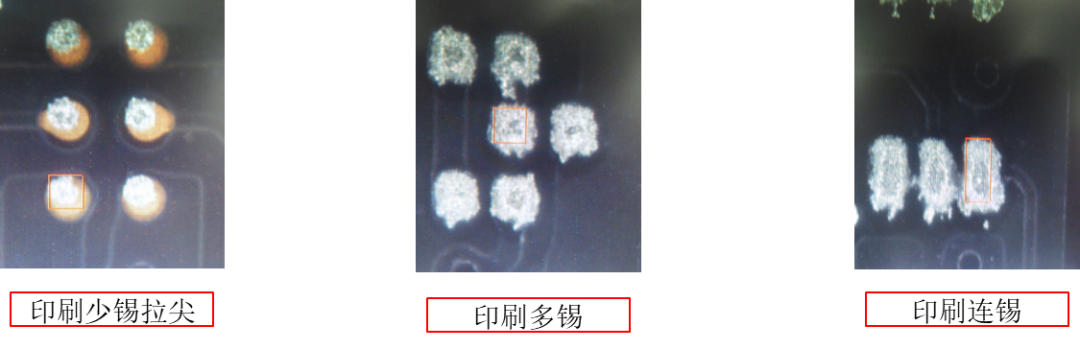
实验判定依据:锡膏印刷状态(多锡、连锡、少锡、拉尖、漏印)
实验材料 & 设备型号

本次实验的产品PCB 厚度为1.0mm, 元件的最小间距为0.35mm pitch。
其中印刷机的 CPK>1.67;SPI 的 GR&R:锡膏厚度测量≤10%、锡膏面积测量≤10%、锡膏体测量≤10%,另外体积的重复精度3.0%。
鱼骨图分析
为找到对于细间距元件锡膏印刷有潜在影响的关键印刷制程输入因子KPIV,将众多的潜在的因子在鱼骨图上逐一列出。通过之前的经验和实际现场工艺参数验证,逐步找出关键要因,在本次课题研究中,主要关注与制程参数方法相关的因子。
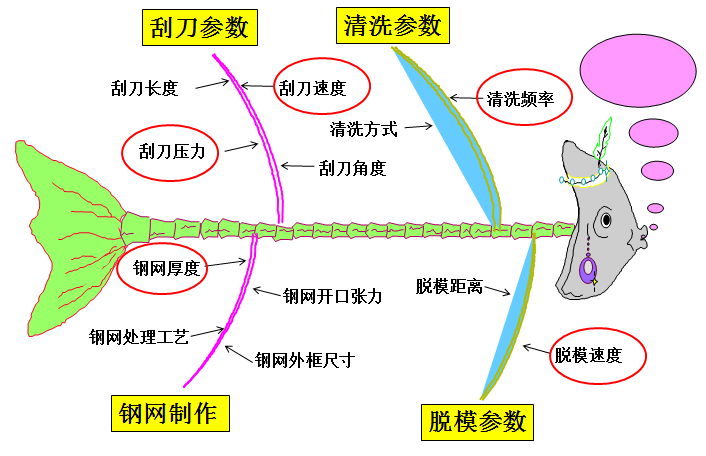
因子及水平选择
输入Y值定义Y=F(x1,x2,x3,x4,x5)
X1:钢网厚度、X2:刮刀速度、X3:刮刀压力、X4:脱模速度、X5:清洁频率
DOE判定项目标准
印刷工序的主要不良:包括多锡、连锡、少锡、拉尖、漏印等。
钢网厚度
行业内0201、0.35~0.5mm Pitch IC常用的只有3种钢网厚度:0.08mm、0.10mm、0.12mm,目前在我司产品中主要使用0.08、0.10mm的钢网,本次验证钢网厚度为0.08mm(该产品含有0.35mm Pitch芯片)。
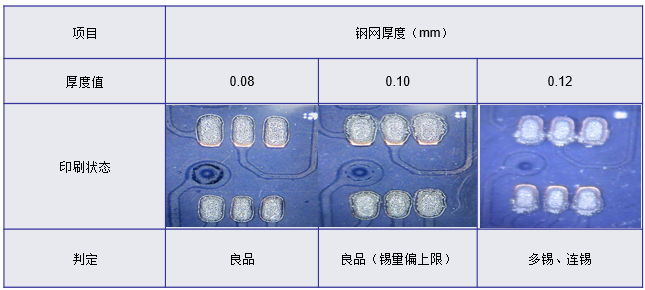
因钢网厚度只与元件焊盘大小及间距有关,上图IC不同钢网厚度对比效果明显,该产品因此选择0.08mm厚度的钢网。
关键因子水平确认选择分析
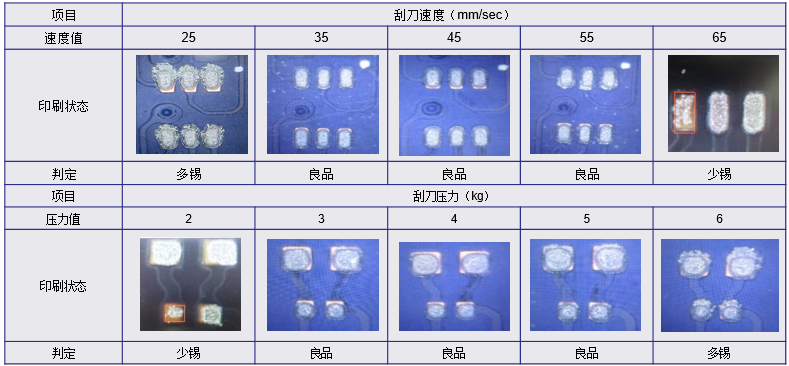
刮刀速度(设备供应商推荐参数为20-120 mm/sec)
刮刀压力(设备供应商推荐参数为2-8 Kgf)
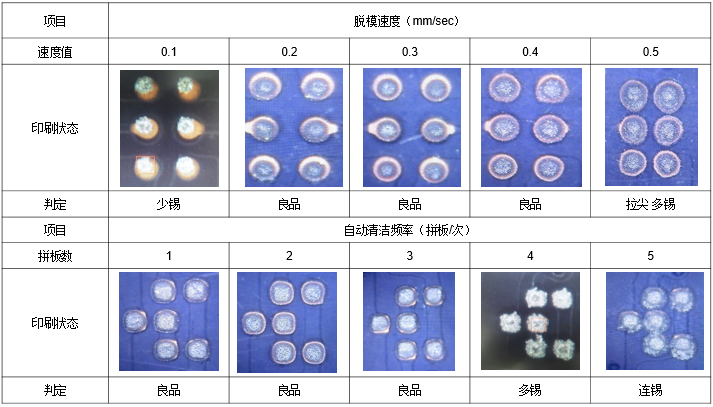
脱模速度(设备供应商推荐参数为0.1-0.5 mm/sec)
清洁频率(设备供应商推荐参数为1-5 PCS/次)
首先,关键因子水平确认验证效果(因钢网厚度与印刷参数调整无关,DOE验证时将不作为因子考虑)。
其次,分别针对印刷机主要参数进行实验分析:刮刀速度、刮刀压力、脱模速度,自动清洗频率不同参数对应印刷结果列出因子及高低水平。
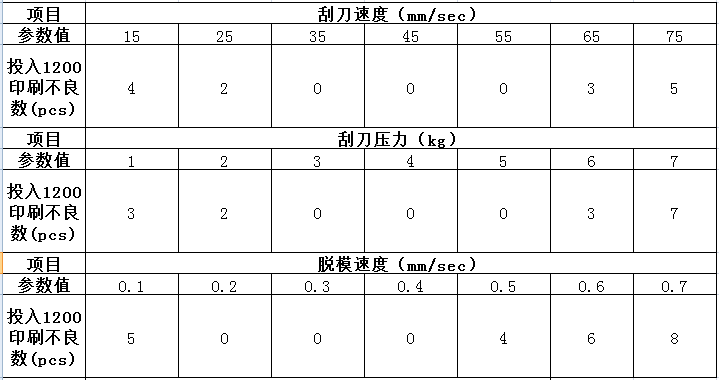
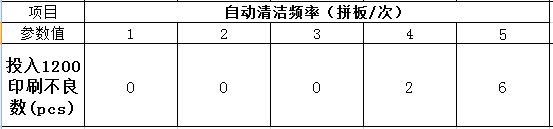
最终经过以上验证,影响印刷不良导致SPI直通率偏低主要有以下4个因子,即:印刷速度、刮刀压力、 脱模速度、清洗频率。
确认响应变量、试验因子和因子水平,编制因子水平表,见下图(参数因子的水平高低以验证的数据参数为依据)
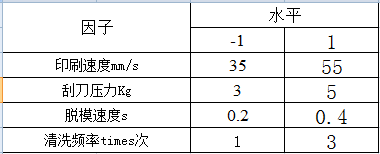
实验设计DOE
根据上述得出的相关关键因子,按照4因子2水平的全因子试验编制试验计划表(考虑中心点重复和随机化)得到下述试验计划,如下图:

然后按计划表完成试验并将结果填入表中,采用Minitab进行DOE数据分析。
DOE实验设计分析
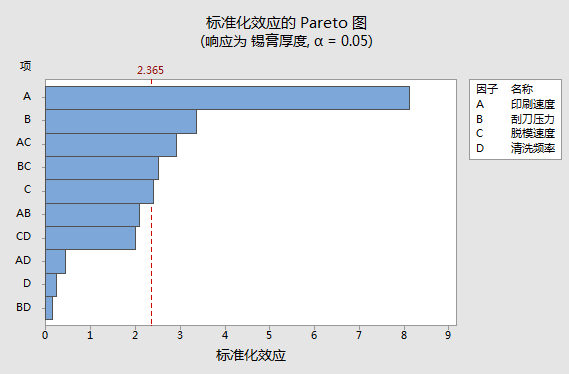
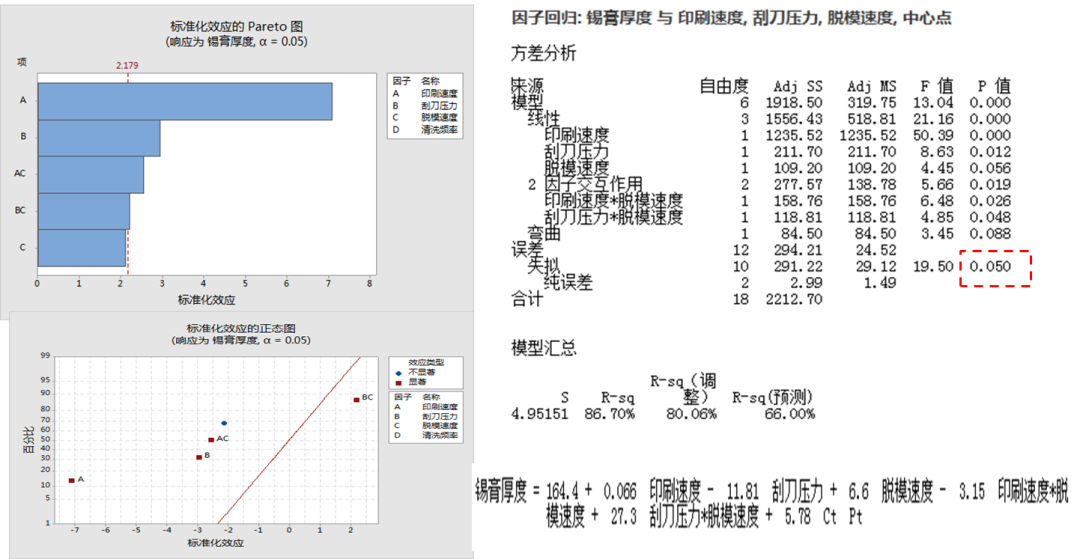
对结果锡膏厚度做因子主效应图交换效应图
(以上两图可以看出A、B、C显著,D不显著,AB接近临界点,做不显著处理)。
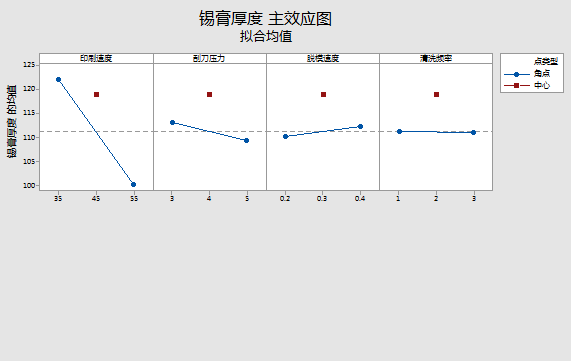
对结果锡膏厚度做因子主效应图交换效应图。
(从下图可以看出A、B、C显著,D不显著)
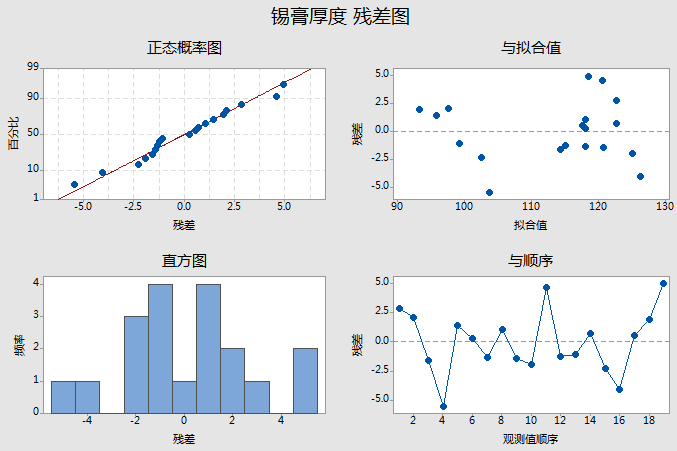
对结果锡膏厚度做残差图.
(从以下图片可以看出,残差随机无规律分布,在水平轴上下无规律波动)
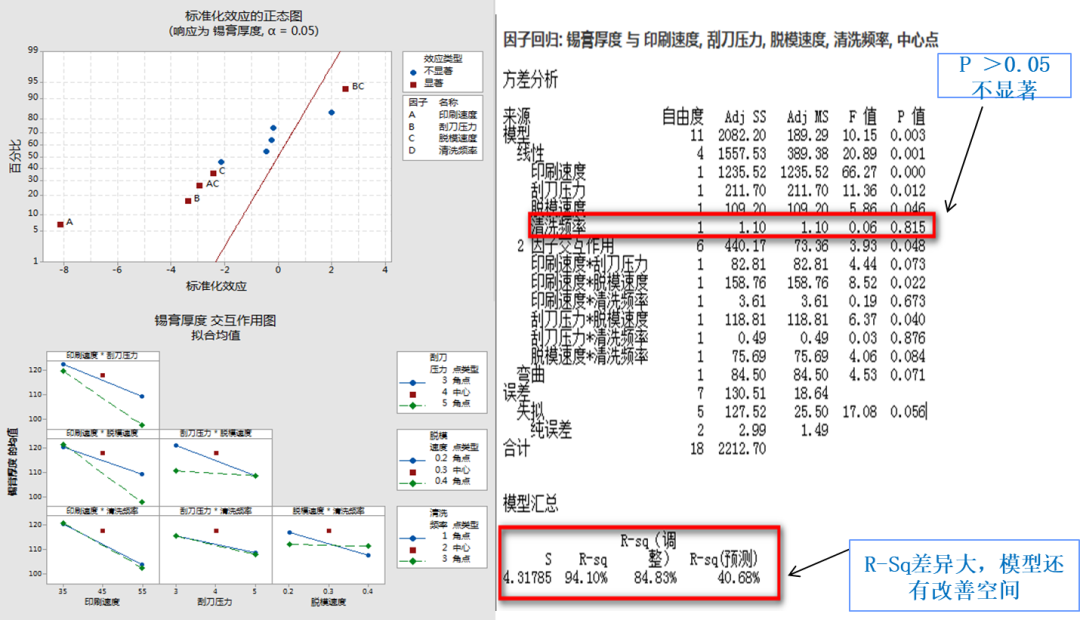
优化DOE实验模型.
经过前面的因子和数据分析结果,进一步删除影响不显著因子,重新拟合模型验证。
(从以下数据图片可以看出,弯曲与失拟均大于0.05,模型无弯曲,R-Sq比较接近)
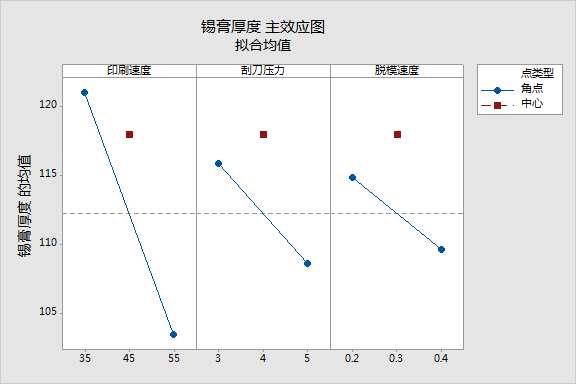
主效应和交互效应的显著性1.
(从以下图片可以看出,斜率越大,因子影响越显著)
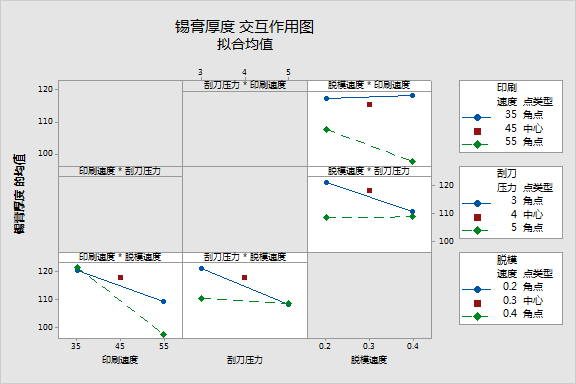
主效应和交互效应的显著性2.
(从以下图片可以看出,直线不平行说明有交互作用,其中有两项交互作用比较显著)
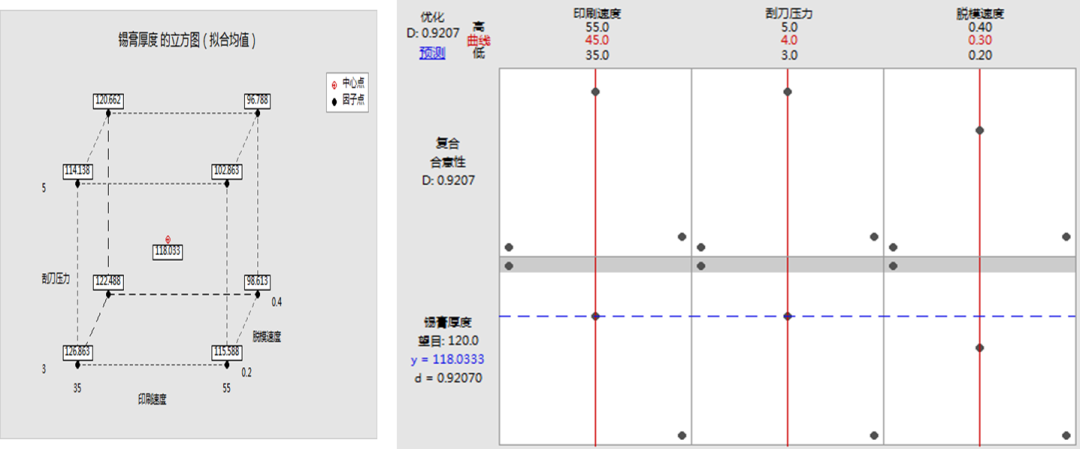
实现最优化
(从以下图片可以看出,最佳工艺参数设置:印刷速度45;刮刀压力 4.0;脱模速度0.3)
DOE工艺参数窗口验证
根据以上DOE得出上下限最优参数范围:
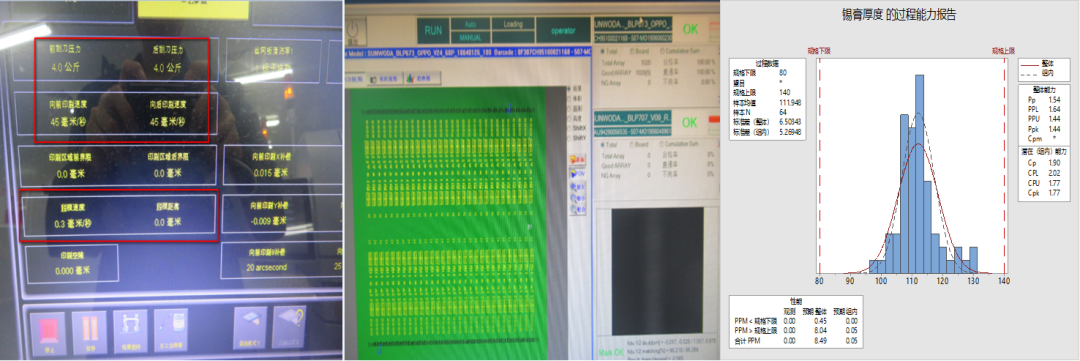
根据锡膏的技术文件结合以上第一阶段的验证因子的结果选定印刷参数印刷速度:35mm/s-55mm/s、 刮刀压力:3.0kg-5.0kg 、 脱模速度0.2mm/s-0.4mm/s 来进行验证,结果确认OK。
印刷速度35mm/s,刮刀压力3kg,脱模速度0.2mm/s 投入1020pcs,不良0pcs,良率100%。
印刷速度55mm/s,刮刀压力5kg,脱模速度0.4mm/s 投入1020pcs,不良0pcs,良率100%。
为了佐证设定的参数范围合理性各做64PCS锡膏厚度SPI检测,检测结果CPK=1.77大于1.33
DOE工艺参数实际效果确认
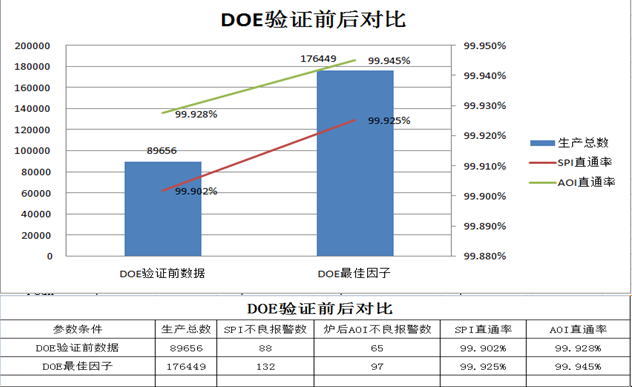
通过上述的DOE实验设计的最佳因子得出的最佳工艺参数,对比验证前数据SPI及AOI良率均有显著提升。
DOE工艺参数推广至类似产品中并标准化、文件化
结论
与传统印刷工艺相比,细间距高密度产品的印刷工艺受到更多的显著因素影响和交互作用,DOE实施有更多的难度和挑战;
6 Sigma 统计工具能从收集数据中找到显著因子和关键因子,从而从统计工具和大数据分析上面提供改善依据;
利用DOE实验设计方案可以优化主要的印刷参数,从而实现高品质/稳定性的印刷制程能力;
细密间距(Fine Pitch)元件的锡膏印刷比一般元件更具难度和挑战性,要获得稳定可靠的印刷工艺品质,要求SMT工艺设备技术人员对工艺材料、印刷设备和工具性能及影响印刷品质的关键因素,有全面深刻系统的了解;
利用6 sigma 质量工具结合实际工艺参数,利用极差分析和Mintab软件分析法,通过建立和模拟最优响应模型,得出了最佳参数的相近值,能够有效提高SMT的综合良率,是SMT工程和工艺人员后续需要学习和使用的方法和工具。
Some of IPC standards and References
(IPC标准文件和参考资料)
IPC-7525 Stencil Design Guidelines(印刷模板的设计指南)
IPC-7527 Requirements for Solder Paste Printing
IPC-9191 实施统计过程控制(SPC)的通用导则
IPC-9199 统计过程控制中的质量评定
IPC-2222 Sectional Design Standard for Rigid Organic Printed Boards
金茜、钱晓耀等 DOE在SMT丝网印刷中质量改进的应用 PDF


















 2万+
2万+

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









