







装配用夹具只完成工件的定位、夹紧和点固工作,它必须保证装配出来的部件能符合图纸上和焊接工艺上所要求的形状和尺寸(包括收缩余量和反变形量)。与焊接用的夹具相比,它对定位要求严格,夹紧的任务也仅仅是为了使工件与定位器能良好接触,而不要求控制焊接变形。一般不需要设计成能翻转或回转工件的结构。
一、装配管子用的夹具
建设火力发电站、炼油厂和化工厂时,有很多管子需要装配和焊接。直径在200毫米以下的管子,多为无缝钢管,其断面尺寸已标准化。要把两个直径相同的管子对接起来,主要要求两个管子在接头处同心和周边对齐。
管子属于圆柱形工件,它以圆柱外表面作定位基准。因此,最好的定位元件是ⅴ字铁。只要和各种夹紧器配合使用,即能完成装配。
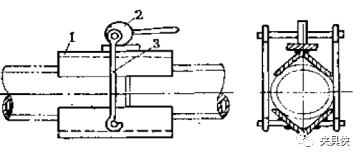
图1所示是ⅴ字铁和偏心轮结合的夹具。上下两段角钢1起定位作用,当转动偏心轮2时,就带动拉杄3使上下两根角钢夹紧管子,然后点固焊。
二、装配圆筒节用的夹具
圆筒皆是制造大型管道、锅炉汽包或公用容器的基本零件。它是山钢板放到卷板机上卷圆,然后焊接纵缝而成。若把几个圆筒节对接起来进行环缝焊接,就获得较长的圆筒体。
通常在卷板机上卷出来的圆筒节,不可避免要出现一些偏差,如图2所示。对于等厚度以下的钢板,需要在装配时使用夹具把它们克服。
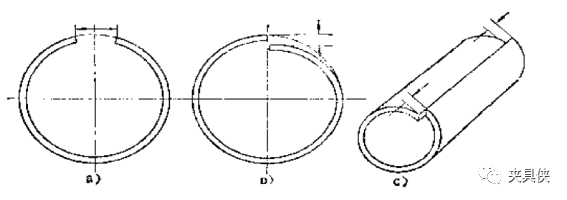
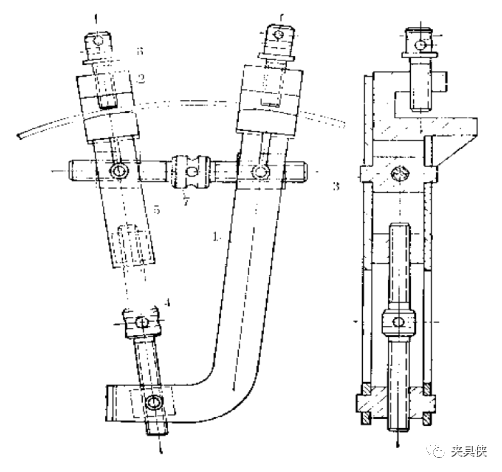
图中a和b这两种偏差是卷弯不足或弯曲不均匀,可以使用如图3所示的螺旋-杠杆拉紧器去解决。该夹具是由杠杆1和5,拉紧螺杆4和7组成。在杠杆1和5上带有夹持圆筒节端边用的马形卡2,螺钉6是用来压紧圆筒端边。螺杆4和7是通过铰接螺母3与杠杆1和5连接。使用时,把该夹具放在筒节的端部利用弓形卡2和螺钉6把两对接边缘夹紧,当遇到图2a的情况,就旋转螺杆7,使两对接边靠拢或张开,达到调节所需要的装配间隙。当遇到图2b的情况,则旋转螺杆4即能把两对接边对齐。
遇到图2c的错边情况,可以使用图3所示的螺旋拉紧器去解决。它实际上是在拉紧器的基础上,换上两个借钩的螺杆,它们分别具有左右螺纹。使用时,把错边端部钩牢,然后转动中间的螺母即能把筒节的端部拉平。
三、装配梁和柱用的夹具
梁和柱是各种金属结构中极为普遍的部件,其结构特点是:断面形状比较简单,以丁字形、工宇形和箱形的为最多,长度都比较大。
1)装配丁字梁用的夹具
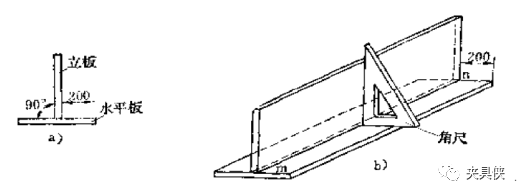
丁字梁由立板和水平板两个零件组成,一般是以水平板的底面作组装基准进行装配。采用什么样的夹具装配决定于产品批量的大小。
单件生产时,小尺寸的丁字梁就不必使用夹具,利用划线定位方法进行装配,如图4所示。预先在水平板上按尺寸划出定位线m-n,然后放上立板,用直角尺检查垂直度即可点固。
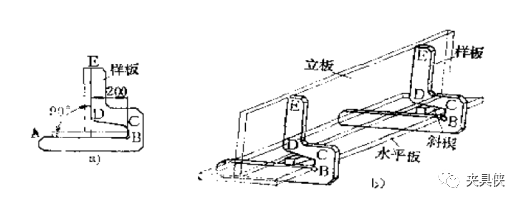
批量生产时,划线定位显得太慢,宜采用夹具装配。图5介绍用样板定位斜楔夹紫的例子,它适用于小批量、小尺寸的丁字梁装配。预先按照立板和水平板的相互位置作出两个相同的样板(图中a),工件较长时做两个以上。然后用斜楔把它固定到水平板上,装配时务必使水平板的边缘与样板上BC面贴紧,立板的侧面与样板上的DE面靠紧(见图中b),点固后即完成装配。
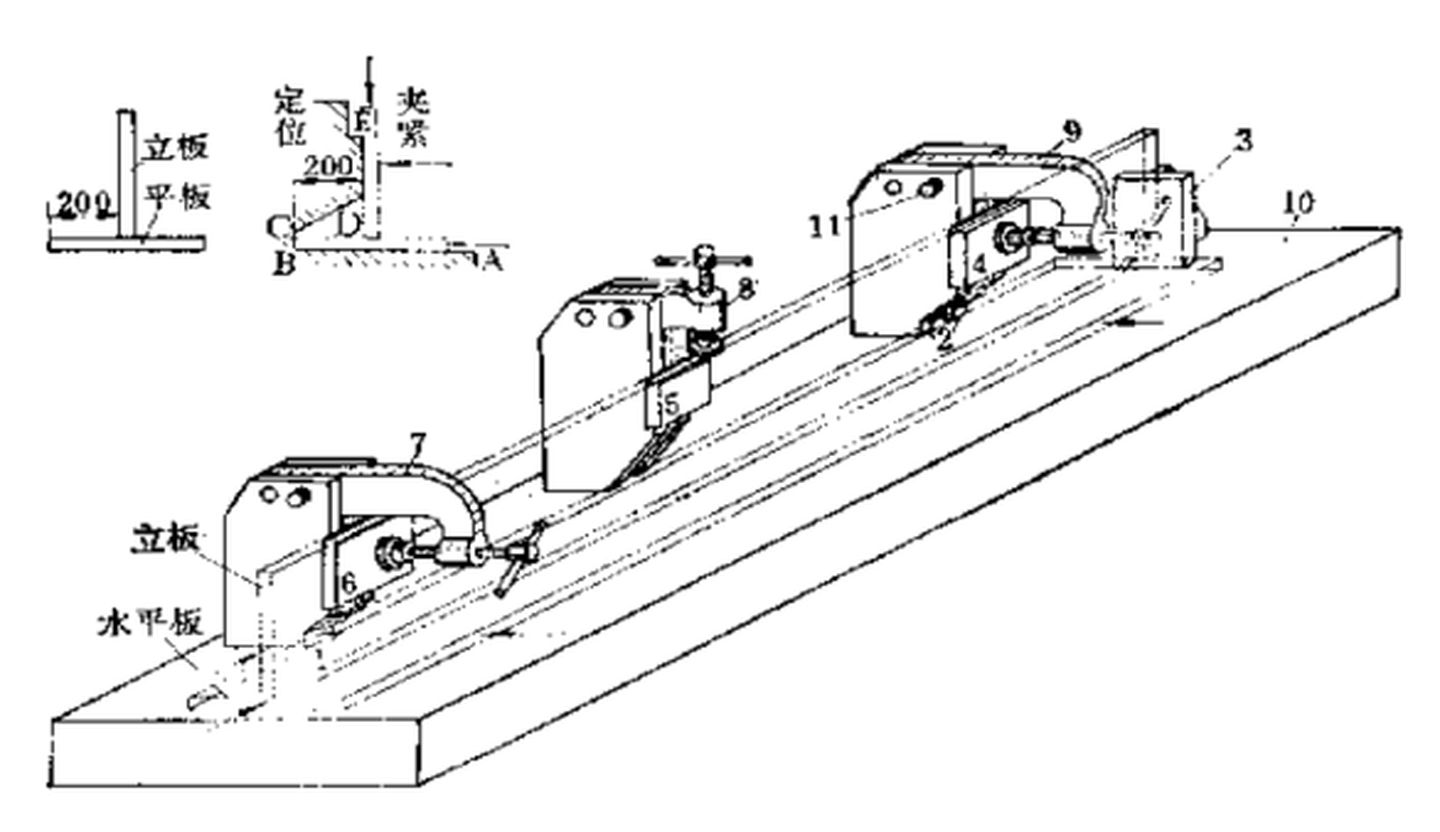
大批量生产尺寸较大的丁字梁时,就可以使用胎具进行装配,图6是其中之一。在支承平台10上按立板与水平板相互位置和定位原理,预先安置定位器(图中从1到6的挡铁)。装配时,先放水平板后放立板,务必使它们的板边或侧面与相应的挡铁靠紧,然后用夹紧器(图中从7到9)对工件夹紧就可以进行点固。
需要时,在图中箭头处还可以安置夹紧器。垂直方向夹紧力不够时,也可适当增加夹紧器。这套胎具的特点是:除挡铁3外,其余挡铁都和夹紫器连接在一起;夹紧器通过拔出销子11可以实现退出;挡铁1和2的工作面要在一个平面上;挡铁4、5、6的工作面也要在一个垂直平面上,这两个面的距离恰好是丁字粱立板与水平板的相对位置(200毫米)。
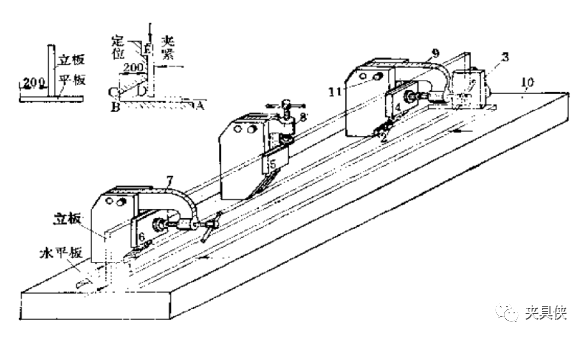
1~6 定位器(挡铁) 7~9 夹紧器 10 支承平台 11 销子
2)装配工字梁用的夹具
这里只介绍一个多种规格尺寸的工字梁都能使用的装配胎具。它是以工字梁腹板的侧面作组装基准面,如图7所示。图中用两根槽钢1和2上翼板组成的平面作支承基准面,支承着腹板。工字梁上下盖板和腹板的相对位置,由下面两个螺旋定位器3和4来确定。左边为定位挡铁5,右边为螺旋夹紧器6。上述器件都安装在一个支架7上,其中左边的定位挡铁5、槽钢1和螺旋定位器3是焊到支架上。右边的螺旋夹紧器6、槽钢2和螺旋定位器4是用螺钉固定在支架上,当工字梁的高度尺寸H改变时,它们可以在支架上左右改变位置;当工字梁的尺寸B改变时,调节螺旋定位器3和4的高度即可。上述这些装置仅仅是整个胎具的一个单元,沿工字梁的长度方向上每隔1米左右都要建立一个这样的单元。例如10米长的工字梁就得均匀分布10~11个。螺旋定位器3和4的数量可少些,以上下盖板不发生下挠变形为准。
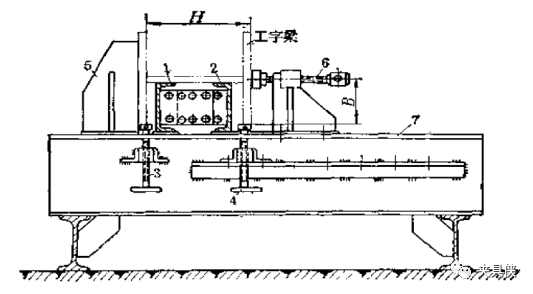
这套装配胎具结构简单,通用性大,但螺旋夹紧和松开占的时间较多。大批量生产都是用气动夹紧器代替螺旋夹紧器。

- End -
出品 | 夹具侠
微信号 | bbRichard2018
来源:泊头市恒丰工量具有限公司
















 3291
3291











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









