






一、画轮廓
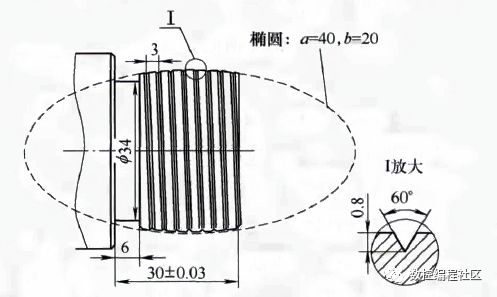
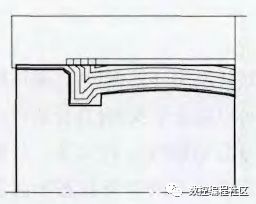
毛坯及外轮廓建模。利用CAXA数控车软件直接绘制,毛坯及零件具体外轮廓如下图所示。

二、轮廓加工
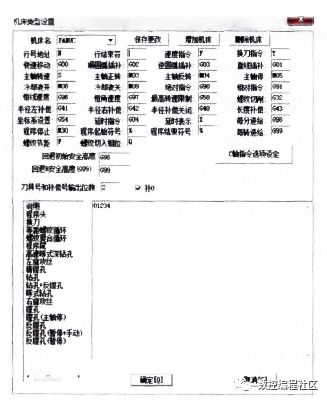
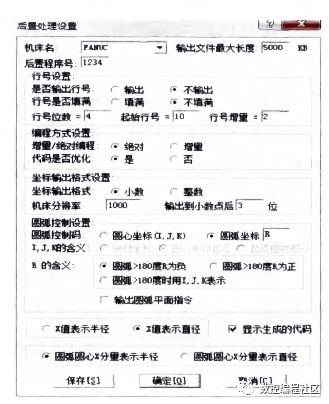
外轮廓的粗精加工。毛坏及外轮廓建模完成后,对机
床类型和后置处理进行设置,以FANUC系统为例
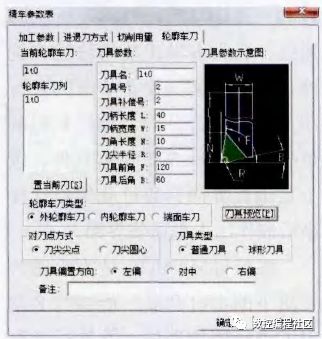
首先对外轮廓进行粗车加工,单击CAXA数车工具栏上的 “轮廓粗车”图标,根据加工要求填写各项加工参数、进退刀方式及切削用量的粗车参数表,注意根据实际加工需要添加所需外轮廓车刀,井根据要求设置好相应的刀具参数,如图所示,
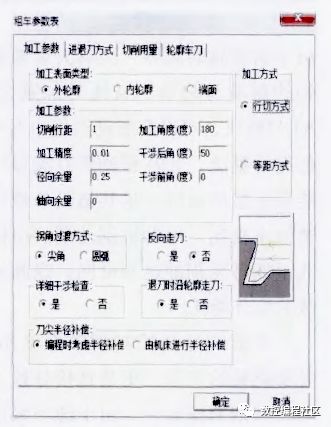
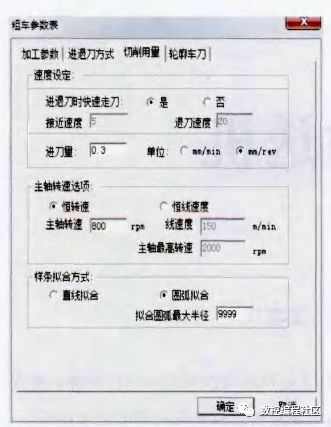
参数设置完成后,根据命令提示行的提示, 用限制链拾取方式,分别拾取被加上轮廓和毛坏轮廓,在选择合适的进退刀点后,系统自动生成粗车外轮廓刀具轨迹图,如图所示。
精车参数只需修改进进刀量和主轴转速,其余采用系统默认设置。
三、螺纹加工
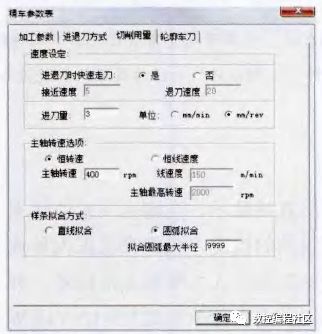
CAXA数车工具栏上的“轮廓精车”图标,弹出精车参数表,其中加工参数、进退刀方式采用系统默认值,切削用量中的进刀量填人螺距3mm/r,主轴转速适当降低,轮廓车刀则按三角形螺纹刀的参数填写,如图所示。
参数设置完成后,根据命令提示行的提示,用限制链拾取方式,拾取被加工轮廓,在选择合适的进退刀点后,系统自动生成刀具轨迹图。
四、修改导出程序
单击“代码生成”图标,拾取刀具轨迹,系统自动生成加工程序。用该段程序对三角形螺旋槽进行分层切削时,易出现乱牙现象,此时需在零件加工前,将程序段中的“G01 Z0.0 F3.0"修改为"G03 Z0 F3.0。保存程序,导入机床后采用磨耗补偿法完成螺旋槽的加工。

















 4827
4827

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









