







本文参考文献引用格式:侯国清,廖国锋,马蓉,覃剑. 提高工程机械结构件焊接机器人生产效率和 焊接质量的方法研究[J]. 上海交通大学学报,
作者:王文先,闫志峰,董 鹏,张婷婷(太原理工大学材料科学与工程学院)
摘要:结合工程机械结构件制造中焊接机器人生产应用实例,探讨了提高焊接机器人生产效率和焊接质量的方法.生产实践表明,针对不同的焊接结构形式,可以从优化焊接工艺参数、采用双丝焊代替单丝焊、优化焊接顺序以控制焊接变形、利用富氩焊代替二氧化碳气体保护焊、利用船形焊代替平角焊、针对不同焊接对象和坡口形式合理选择电弧跟踪功能等方面来提高焊接机器人的生产效率及焊接质量.
关键词::结构件;焊接机器人;焊接效率;焊接质量
 /1 焊接机器人使用背景
/1 焊接机器人使用背景
随着工业水平的不断进步和发展,越来越多的焊接机器人用于工程机械结构件的制造生产过程中.与传统的手工焊相比,焊接机器人具有显著的优点,如可以显著的提高和稳定焊接质量,提高结构件的一致性;可以实现24h连续生产,采用一人控制多台弧焊机器人的方式,可提高生产效率;降低焊接操作者的劳动强度及患职业病的几率;由于焊接操作者的稀缺,使用弧焊机器人来代替人工焊接,成为工程机械结构件制造的必然趋势.
本文结合实际生产实例,介绍了工程机械结构件制造过程中提高焊接机器人工作效率和焊接质量的一些方法和经验.

/2
提高机器人生产效率及焊接质量的
方法
1.1 优化焊接工艺参数
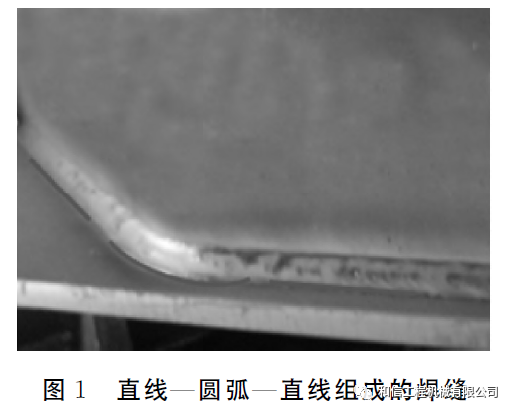
合适的焊接工艺参数可以使焊接过程更加稳定,在保证焊缝的质量的前提下提高焊接效率.因此,在制定焊接工艺之前应先进行相关的焊接工艺评定.进行焊接工艺评定时,应包含企业所用到的所有母材材质(同种、异种)、板厚、焊丝型号、焊丝直径、坡口形式、保护气流量、焊接电流、电压及焊接速度等.完成焊接后,需要对不同参数下的接头进行微观组织及力学性能的检验,如抗拉强度、180°弯曲强度(包括正弯、背完、侧弯)、冲击功等,进而得出最佳的参数组合.一般情况下,为了提高焊接效率,可使用380~390A的电流进行焊接,但是,大电流起弧时,容易造成导电嘴的烧损,为了避免此种情况的发生,可使用较小的焊接电流(300~320A)进行起弧,采用该电流焊接5~10mm后,再使用较大焊接的电流(380~390A)进行剩余焊缝的焊接,这样既保证了焊接效率也可降低导电嘴的烧损.同时对于复杂形状的焊缝,如直线———圆弧———直线组合而成的焊缝,如图1所示,在焊接此类焊缝时需要焊接机器人、机器人移动装置以及焊接变位机同时联动,因此为了保证焊缝的质量在焊接直线焊缝时的电流可以大一些(380~390A),而对于圆弧部分焊接时则需要小一些的焊接电流
(320~340A).
焊接坡口焊缝时,为了保证焊接效率,前几层焊缝可使用380~390A 电流焊接,盖面层时,可使用较小的电流进行焊接,以提高外观焊缝的外观质量.
1.2 双丝焊代替单丝焊
焊接机器人根据熔化极的数量可以分为单丝弧焊机器人和双丝弧焊机器人.其中,双丝弧焊机器人系统中有两套焊接系统,在焊枪内部有两根焊丝可同时进行焊接.实践表明,对于焊脚尺寸大于14mm的角焊缝,由于双丝焊的两根焊丝同时熔化,焊丝的熔敷量大,其焊接效率可以达到单丝焊的两倍.此方法已经应用在装载机动臂板与动臂横梁的角焊缝焊接中.
1.3 优化焊接顺序
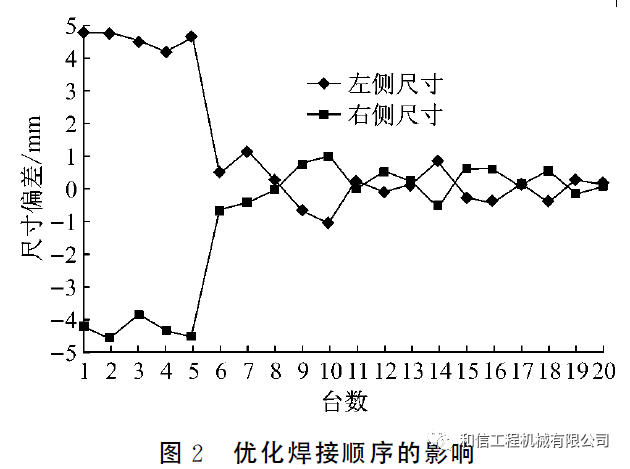
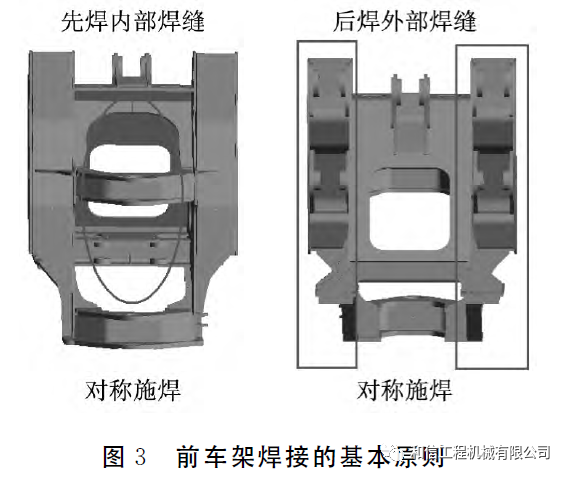
焊接顺序的变化带来的最大影响就是焊后结构件的变形,并且在制定焊接顺序时还需要考虑焊接的效率,尽量减少空走时间.在前期装载机前车架机器人试焊阶段,为了保证焊接效率,设定的机器人焊接程序是先将前车架中心线左侧的焊缝焊完,然后前车架随同焊接变位器翻转至另一方向,再焊中心线右侧的相应焊缝.这就导致在焊接完成后,前车架的分中尺寸如,前中梁分中、左右翼箱内搭子面分中尺寸等向中心线左侧偏移,即中心线左侧的尺寸大于右侧的尺寸,如图2所示,1~5台为优化机器人焊接顺序前的某分中尺寸偏差,可以看到,分中尺寸的偏差在±5mm左右,由于偏差过大,后续无法进行机械加工,导致产品报废,给企业造成了较大损失.以图3所示的装载机前车架机器人焊为例,可以按照以下原则制定焊接顺序:
(1)先内后外:先焊左、右翼箱之间的内部焊缝,再焊左、右翼箱的外部焊缝;
(2)对称焊接:左、右两边的焊缝交替进行焊接,避免焊完一边焊缝后,再焊接另一边;
(3)统一焊接方向:左、右对称的焊缝,统一焊接方向,防止反方向的焊接造成工件的扭曲变形;
(4)非关键焊缝尽量减少变位机的翻转及移动装置的空走行程,以提高效率.
基于上述的焊接顺序原则,对焊接顺序进行调整优化后,对某分中尺寸测量,如图2所示,6~20台为优化机器人焊接顺序后的分中情况,可以看到
优化焊接顺序后,分中偏差减小至±1mm.在后序机械加工要求的前提下,也提高了机加的效率.
1.4 富氩焊代替CO2
气体保护焊工程机械结构件制造过程中,主要采用的焊接
方法为CO2气体保护焊和富氩焊(CO2+Ar).富氩焊的焊缝成形细腻,焊接飞溅比CO2气体保护焊要低很多,在保证了焊缝美观的同时也降低了后续清理飞溅的工作量.另外一点就是氩气的电离电压比较低,起弧也比较容易.采用富氩焊时,气体量的比例是关键,否则达不到焊缝成形的效果.一般情况下,随着CO2气体中氩气含量的增加,熔深减小,熔宽增大,焊缝余高减小.在工程机械结构件机器人富氩焊中的气体的比例一般为80%Ar+20%CO2.虽然CO2气体保护焊比富氩焊气体成本低,但是焊缝上的氧化皮较多,严重增加了打磨工序的工作量.综合考虑,在结构件生产中采用富氩焊的比率要高一些.

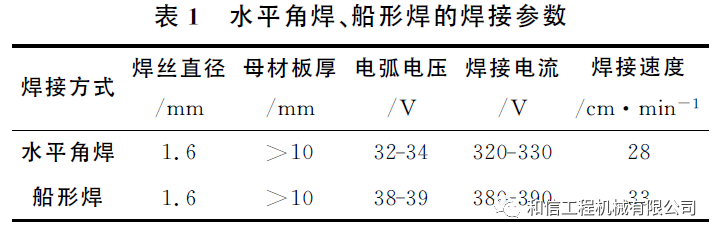
1.5 船形焊代替平角焊
将水平角焊改为船形焊也是提高机器人焊接效率的方法之一.水平角焊时一般采用的焊接电流、电压及焊接速度较小,焊接效率较低.而采用船形位置焊接时,可以采用较大的焊接电流、电压和焊接速度,提升焊接效率.平角焊和船形焊的焊接参数对比如表1所示.对于焊脚尺寸12mm 的角焊缝,机器人平角焊需要焊接三道,但是如果采用船形焊,机器人焊可以只焊两道就能够满足要求.因此,在编制机器人焊接程序时,应尽量调整焊接变位器和焊枪的
姿势,使焊枪和焊缝处于船形焊的位置.
1.6 合理使用电弧跟踪
电弧跟踪系统综合了电弧节点跟踪和焊接过程控制的功能,该系统会根据焊接过程中电流反馈值的变化,自动检测焊缝的位置,寻找焊缝中心,实施修正焊接过程中的偏差[7-10].电弧跟踪系统具备上、下、左、右方向的跟踪功能,可以根据坡口宽度及深度进行自动补偿的能力,保证焊接过程的稳定.一般
按照以下原则使用电弧追踪功能:
(1)对长度≤100mm的焊缝,可不设置电弧跟踪功能;
(2)对左右两边有不同焊脚高的焊缝,电弧跟踪设置时,需设置脚长管理或电弧跟踪偏置功能,以保证焊接左右不同焊角高时,电弧跟踪依然有效;
(3)当坡口间隙>2mm时,须使用坡口探测功能,否则须人工填满间隙后再机器人焊;
(4)所有机器人电弧跟踪均是利用电流变化来调节焊缝位置,因此,使用电弧跟踪功能时,需先保证相同于伸长度,设置电流与焊接电流(显示电流)
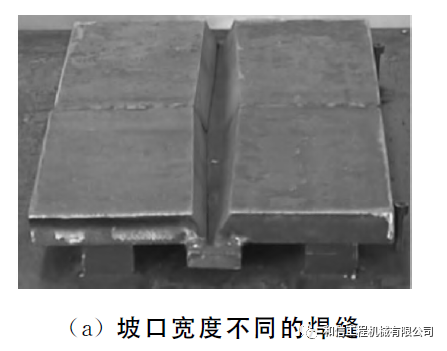
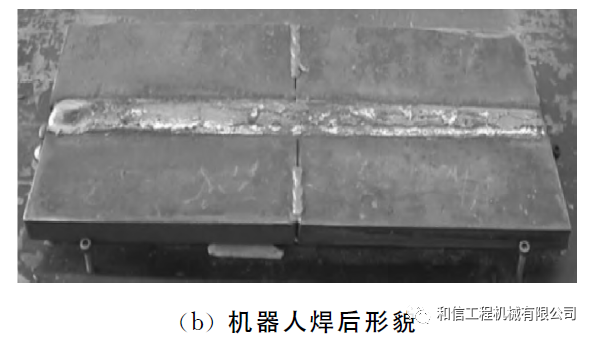
的偏差≤20A.图4(a)为坡口宽度发生变化的焊缝,在焊接此
类焊缝时是需要开启坡口宽度和电弧跟踪功能.图4(b)为焊后的焊缝形貌,可以看到焊缝的外观饱满、余高均匀,并没有受到坡口宽度变化的影响.工程机械结构件大多数是由中厚板拼搭而成,然后进行机器人焊,拼搭过程经常出现坡口宽度或深度不均匀的情况,而电弧跟踪这一功能很好的解决了这
一问题.
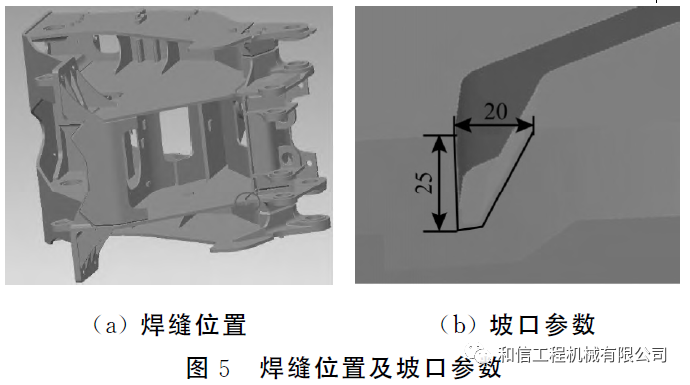
同时,在有些情况下为了保证焊接质量、焊接效率和焊接过程的连续性是不能使用电弧跟踪功能的.如在焊接某大型装载前车架的翼箱内侧板和支座的连接焊缝时,就不能使用电弧跟踪功能,其中翼箱内侧板的材质为Q345,支座材质为ZG270-500,焊缝位置及坡口参数如图5所示.可以看到此焊缝的坡口深度为25mm,而正常焊接时焊丝的干伸长为22mm,为了能够进行焊接必须将焊丝干伸长调至28mm.在这种情况下,如果使用电弧跟踪,系统会根据电弧长度自动将焊丝的干伸长缩短至22mm,这样就会使得焊枪与母材发生碰撞,导致焊接过程中断,需要重新调整干伸长,重新起弧.由于ZG270-500的组织较粗大,焊接性较差并且容易出现淬硬组织,在息弧和引弧处容易出现裂纹.因此,为了避免此种情况的出现,应停止使用电弧追踪功能.
/2 结论
本文结合工程机械结构件制造中焊接机器人生产应用实例,探讨了提高焊接机器人生产效率和焊接质量的方法.生产实践表明,针对不同的焊接结构形式,可以从优化焊接工艺参数、采用双丝焊代替单丝焊、优化焊接顺序以控制焊接变形、利用富氩焊代替二氧化碳气体保护焊、利用船形焊代替平角焊、针对不同焊接对象和坡口形式合理选择电弧跟踪功能等方面来提高焊接机器人的生产效率及焊接质量.
这些做法已得到成功应用,对于重型机械行业中厚板机器人焊接有较大的参考价值.

[1] 宋金虎.我国焊接机器人的应用与研究现状[J].电焊机,2009,39(4):18-21.
[2] 许燕玲,林涛,陈善本.焊接机器人应用现状与研究发展趋势[J].金属加工,2010(8):32-36.
[3] 马蓉,覃剑,李春亮.焊接机器人在工程机械制造中的应用[J].焊接,2012(1):65-69.
[4] 侯国清,马蓉,覃剑.焊接工艺参数对角焊缝残余应的影响[J].焊接技术,2016,45(3):37-39.
[5] LIU Wen,WANG Huiping,LU,Fenggui.Investigationon effects of process parameters on porosity indissimilar Al alloy lap fillet welds[J].The InternationalJournal of Advanced Manufacturing Technology,
2015,81(5-8):843-849.
[6] ZHANG Min,WANG Xiaonan,ZHU Guangqiang.Effect of Laser Welding Process Parameters on Microstructure
and Mechanical Properties on Butt Jointof New Hot-Rolled Nano-scale Precipitation-Strengthened Steel[J].Acta Metallurgica SinicaEnglish Letters),2014,27(3):521-529.
[7] 罗璋靖,杨召庆.机器人在装载机油箱自动焊接中的应用[J].焊接,2014(11):63-65.
[8] 张龙华.焊接机器人在现代工业生产中的应用[J].电焊机,2009,39(4):21-26.
[9] 艾雍宜,姚力.用于熔化极气电焊的电弧跟踪传感器
[J].焊接学报,1991,12(3):155-160.
[10] 孙霞,刘文吉,何俊杰.管道窄间隙摆动MAG焊电
弧信号偏离提取算法[J].焊接,2015(10):27-31.















 255
255











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









