






这里有最实用的技术,点击↑↑关注
作者:金荣植
来源:机械工业出版社
塑料模具主要包括热固性塑料模具和热塑性塑料模具。前者工作温度一般为160~300℃,受力大(300~800MPa),型腔容易产生磨损和腐蚀失效;后者工作温度为150℃以下,承受的工作压力(300~600MPa)和磨损没有前者严重,但部分塑料在加热熔融状态下能够分解出腐蚀性气体,对型腔有较大的压力和腐蚀性。塑料模具的主要失效形式有塑性变形、断裂、表面腐蚀、疲劳和热疲劳、表面磨损失效等。

图1 塑料模具型腔的塑性变形失效
塑性变形
其是指塑料模具在持续受热、受压的作用下,发生局部塑性变形而失效。其原因主要是:所采用模具的材料强度与韧性不足;模具超载使用;模具型腔表面的硬化层过薄,变形抗力不足;模具回火不足;因工作温度高于回火温度而使模具发生软化,从而引起表面起皱、凹陷、麻点、棱角塌陷(堆塌)等。
断裂
由于塑料模具形状复杂,存在许多棱角、薄壁等部位,在模具工作时易产生应力集中,当这些部位的应力值超过模具材料的断裂强度时,就会发生断裂失效。另外,合金工具钢制作的塑料模具回火不充分时,使用中也容易发生断裂失效。
表面腐蚀
其是由于热固性塑料中的固体填料及一些热塑性塑料中存在氯、氟等元素,受热分解析出HCl、HF等强腐蚀性气体,侵蚀模具型腔表面,加剧其磨损失效。表面腐蚀会造成模具型腔表面质量下降及尺寸超差,降低模具寿命。
表面磨损
热固性塑料对模具表面的严重摩擦,使模具表面产生划伤(拉毛),影响压制件的外观质量,经多次抛光修复后,因型腔尺寸超差而失效;热固性塑料中含有的固体添加剂也会加剧对模具型腔的磨损,不仅使型腔表面粗糙度值迅速升高,而且还会使模具型腔尺寸超差;当模具选用的材料与热处理不合理,塑料模具的型腔表面硬度较低,也会使模具耐磨性变差。
疲劳和热疲劳
塑料模具在工作过程中因承受循环的机械载荷作用,使模具的型腔表面承受脉动拉应力作用,从而引起模具的破坏称为疲劳失效;塑料模具在服役过程中还承受循环的热载荷作用,型腔表面在反复的受热和冷却条件下,可导致模具型腔应力集中处萌生热疲劳裂纹,另外加上模具型腔表面上的脉动拉应力,使热疲劳裂纹向纵深扩展,最终造成模具断裂。
实例
T10A钢线圈架塑料压注模的失效分析
(1)工作条件与加工流程
塑料压注模(见图2)工作压力在250MPa以上,工作温度高于200℃。模具材料为T10A,其加工流程为:下料→锻造→球化退火→切削加工→淬火 + 低温回火→磨削加工→抛光→装配等。模具热处理后的硬度为60~62HRC。
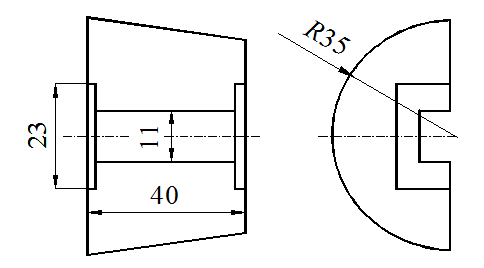
图2 线圈架塑料压注模简图
(2)失效分析
该模具寿命在2000件以下,其主要的失效形式为型腔表面拉毛(划伤)和棱边塌陷等。对失效模具进行硬度检测发现,型腔表面与棱边处的硬度为56~58HRC,表明模具在使用过程中有一定的硬度降低,其金相组织为回火马氏体 +粒状渗碳体 +少量残留奥氏体。
通过对模具的硬度降低分析来看,模具的服役温度高于回火温度(200℃),同时也与模具的回火不足有关,其使模具在服役过程中受热后继续回火,导致马氏体的分解与残留奥氏体的转变,在压力作用下产生“相变超塑性”流动,引起模具型腔表面拉毛与棱边的塌陷。
(3)对策与效果
1)适当提高模具的最终回火温度,如采用250~270℃回火,即高于模具的工作温度(200℃)。同时,增加回火保温时间。
2)采用两段回火工艺。在保证模具较高的硬度的前提下改善材料的韧性,采用两段回火工艺:200℃ × 1.5h × 1次 +260℃ × 1.5h × 1次,模具表面硬度为56~58HRC,模具寿命可达1.8万件。
商务合作:13501198334
暴点↓↓更多精彩知识↙↙















 1812
1812











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









