






LF炉也称钢包精炼炉,其功能是对钢水进行升温、合金成分微调、脱硫、脱氧、造渣、夹杂物控制及均匀温度等处理以提高钢水品质,是炼钢与连铸工艺间的重要生产环节,能协调转炉与连铸机的生产节奏等,目前已被越来越多的钢厂广泛应用。而其中向钢水中投入可控量的铁合金及造渣料,以精确的控制钢水的化学成分,对钢种的质量有着至关重要的调控作用。
装料:铁合金或渣料分品种装入2m3体积大小的底开式料罐中,用汽车运至炉子跨,通过炉子跨的起重机将铁合金或渣料料罐吊起,吊装到10m3铁合金高位料仓上。 2.2 配料:从炼钢转炉送来的每一罐钢水,由于成分有一些差异和产品钢种不同,所以需要加入不同数量和种类的合金料。合金和渣料按操作人员确认了的配料单进行称量,经振动给料机从高位料仓卸到称量斗。

排料:排料包括正常排料和事故排料。正常排料,是将已配好的料从各称量斗向LF炉的中间料斗的运输过程,在配料及生产正常情况下,正常排料按逆物料方向依次启动设备。事故排料,是在配料或生产异常时,将各称量斗物料向事故料斗排空。
投料:投料就是通过对炉盖合金加料门上的球阀、中间料斗的振动给料机的控制将中间料斗的物料输送到LF炉中。
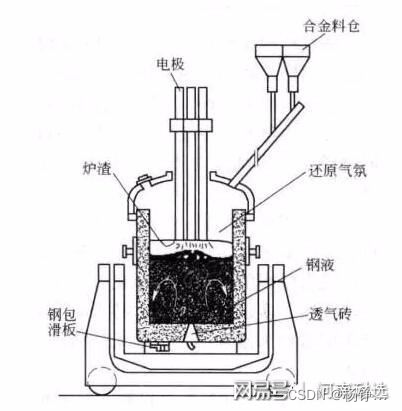

图片来源:低碳铝镇静钢LF炉精炼渣和钢水浇余循环利用的方法
LF有以下特点:
①脱硫
②温度调节
③精确的成分微调
④改善钢水纯净度
⑤造渣
它主要有下列作用:
(1)LF炉与电炉相连,加快了电炉的生产周期并提高电炉钢质量。
(2)LF炉与LD转炉相连,可以对转炉钢还原精炼,因此能提高钢质量并可生
产出新钢种。
(3) LF炉能严格调节钢液的成分和温度,对钢的淬透性和特殊钢的连铸有利。
经AOD精炼以后再到LF炉精炼,属于二次精炼,夹杂物减少保证钢水的纯净度;


120tLF精炼炉用快速造白渣材料及工艺,按重量百分比,包括以下组分:铝粉8‑10%,硅铁粉50‑60%,碳粉25‑30%和氟化钙5‑10%。本发明提供的造白渣材料及工艺,氟化钙可降低炉渣熔点,调整炉渣流动性,铝粉配加可以实现快速脱氧变白渣,碳粉配加可促进长弧泡沫渣形成,硅铁粉可促进白渣稳定保持;转炉钢水脱氧程度深,进站渣中氧化亚铁含量低;回用上一炉液态还原精炼渣,可以促进快速成渣;目标是促进120tLF炉快速脱硫、脱氧、吸附夹杂物,成渣速度快,白渣稳定。
钢水过热度:钢水过热度,高于钢的熔点的温度称为过热,其实际温度与熔点之间的温度差就是过热度。一般钢种的过热度控制在25~30℃。
LF炉通过电弧加热、炉内还原气氛、气体搅拌等手段,强化热力学和动力学条件,使钢水在短时间内升温、成份调整、脱硫、脱氧、去夹渣、均匀钢水成份和温度(深脱硫、深脱氧、去除非金属夹杂物、净化钢液、气泡埋弧、改变夹杂物形态、防止钢液二次氧化以及保温等作用)。
LF的主要功能之一,就是在一定的时间内,将钢水温度加热到规定的温度值。
首先根据不同钢种的不同化学成分,计算出各钢种的液相线温度,再根据连铸机中间包所需的钢水过热度和大包到中间包的热损失来确定钢包到达连铸机回转台时的钢水温度。再考虑到钢包从精炼到连铸机的运输距离后,即可确定出LF的出站温度。
根据LF的处理周期和加热升温速度,确定出钢包到达LF的进站温度。同样根据出钢时的温度损失和转炉到精炼炉之间的距离也可计算出转炉的出钢温度。
LF炉通常采用石墨电极进行电弧加热,平均升温速度为4~5℃/min,最大升温速度可达7℃/min。炉盖降下罩在钢包炉口的同时,电极降下,插入钢包中加热。LF炉电极加热功率可用下列公式确定,然后用炉子的热平衡计算与钢液升温速度校正。
W理=CMΔt+S%Ws+A%WA
式中W理为精炼钢液理论上所需要补偿的能量,kw•h/t;CM为钢液升温1℃所需要的能量,kW•h/t;Δt为钢液的升温数,℃;S%为造渣材料占钢液重的百分比;Ws为熔化占钢液总重1%的渣料所需要的能量,kw•h;A%为合金料占钢液总重的百分数;WA为熔化占钢液总重1%的合金料所需要的能量,kw•h。
电极调节系统主要是通过控制电极的升降来控制电弧,以达到调节LF炉的输入功率,控制温升,取得最佳的熔炼效果的目的,是LF炉的核心设备,它的有效使用,直接影响到整个LF炉的设备运转率。
工艺
一、LF精炼工艺的特点
(一)石墨电极埋弧加热
LF精炼炉是利用石墨电极和钢液间的高温电弧作为加热介质,使其升温速率在4-5 C/min左右。在加热过程中,将石墨电极插入到泡沫渣层中进行埋弧处理,从而在熔渣中形成高温电弧。泡沫渣能有效地屏蔽高温电弧,降低高温电弧对钢包的辐射,同时也能有效地保护炉衬;同时,钢液和炉渣能有效地吸收电弧热量,从而使热效率得到改善[1]。
熔渣的粘稠度对泡沫特性有一定的影响,在合适的粘度下,熔渣泡沫能够保持很长一段时间。在精炼渣中添加适量CaF2,可以使熔融温度下降,使渣发泡性能得到改善。在CaF2=8%时,熔渣的泡沫化作用最佳,CaF2含量太高时,熔渣的粘度下降,不利于稳定和保持;在 LF精炼过程中,CaF2的用量通常不会大于6%。在Ca0-Si02-A1203渣系中添加适量Mg0可以使精炼渣熔点下降,但Mg0的添加量太大,会显著地降低炉渣的发泡性和腐蚀,Mg0的添加量通常为7%-9%。
(二)高碱度合成精炼渣
熔渣的化学组成对 LF的净化效果有一定的影响,通常选用CaOA1203-Si02渣系,在碱性 R=(Ca0)+(Mg0)/(Si02)=4,渣量为钢水量0.5%-0.8%时,脱硫效率可达50%-80%,含硫量低于0.005%。从理论上看,炉渣的碱性愈大,其脱硫效率愈高;但高碱度会增加熔渣的粘度,降低熔体的流动性。为了改善炉渣的碱度,经常采用降低Si02的方法,通过调节A1203,使炉渣的流动性得到改善。
(三)炉内还原性气氛
LF精炼炉没有采用真空装置,在大气中进行冶炼时,水冷法兰盘、水冷炉盖、密封橡胶圈等都能有效地隔绝大气中的氧化环境。熔炉中高碱性还原渣和石墨电极在高温下与熔渣(FeO, MnO,Cr203)发生反应,从而提高了炉气的还原能力。在高炉煤气中,石墨电极与氧发生反应,形成一氧化碳,在炉膛中的氧浓度达到0.5%。
二、存在的问题
(一)“裸弧”现象突出
在生产中,由于钢液结壳、渣渣不能融化、冶炼渣无法埋弧,使电极产生的弧光全部暴露于钢液槽和炉盖之间,而使用高功率电弧长、“裸弧”现象比较明显,从而使 LF的加热效率下降,使工作环境变得更加恶劣。
(二)电极横臂抖动
LF精炼炉加热时,由于在炉底吹氩气,会引起液位的变化,如果埋弧情况不佳,则电极控制器会根据埋弧区的厚度,自动调节焊条的摆动,也就是电极会自己跳,导致加热效果差,升温效率低。
三、工艺技术措施
(一)高效渣精炼
为了提高LF精炼炉的加热效率和减少耐火材料的消耗量,需要进行埋弧处理。LF精炼炉的关键在于生产出低氧势、适当的碱度、良好的流动性和泡沫性能的熔渣。因此,合理的熔渣比例是LF精炼炉冶炼能力得以充分发挥的前提,也是提高热效率的重要条件。精炼渣埋弧加热工艺对LF精炼炉热效率和延长炉衬使用寿命有明显的改善作用。
第一,对炼钢中的杂质进行调整。通过增加炉渣的碱性,可以增加氧化钙的活性。但由于碱性较高,尤其是二次氧化钙的加入,会使熔体的流动性下降,对炼钢的熔渣不利,故要将炉渣的碱度控制在合适的范围内。
第二,熔渣的粘性。从理论上看,渣系的物性对熔渣的发泡特性有很大的影响,而熔渣的粘度是影响发泡效果的主要因素。这种新型渣系具有较高的AL2O3和较低的CaF2,因而具有较高的粘度,有利于泡沫的形成。在实际生产中,加入CaF250-10kg是既要确保渣粒的泡沫,又要得到较好的流动性。
第三,渣层的厚度。埋弧加热需要炉渣厚度为电弧长2倍,而埋弧加热则是炉渣可以覆盖电弧。通过对渣层厚度的测量,发现炉渣和发泡剂具有较好的发泡能力,较高的泡沫高度为108%-132%,渣层厚度为300-460 mm。根据炉渣的厚度、粘稠程度,可以分批次、多次添加,视加热时间长短而定,通常加2-3次,加热之前加人总量的60%-70%,当首次加渣充分溶解后2-3分钟,确保加热效果。
(二)热态渣利用
第一,热态的残渣。从热态渣的物理化学和冶金性质来看,1873-1923 K时,其硫体积对数为-2.22–1.67,其含硫量和含硫量 Cs的差别不大,但仍具备提纯和脱硫的能力。曼内斯曼指数 MI值为0.21,说明熔渣在一定的碱性条件下具有较好的流动性[2]。
第二,循环使用流程。热态渣回用时,LF精炼炉的液槽处于接收位置,无需现场指导,仅需一名天车操作员就能独立完成全部的倒渣作业。通过回收热态钢渣,降低了 LF造渣剂的用量,充分利用了钢渣的剩余热。
(三)加热制度
第一,选择电弧的长度。LF埋弧炉需使炉渣厚度为电弧长度的2倍,在使用5级抽头时,二次电压302 V,二次电流25.6 kA,电极的电弧长度为130 mm。可以看出,埋弧炉工艺可以满足埋弧加热的需要。
第二,电力供应方式。埋弧加热有一种最优的电源方式,通常是在冶炼前期使用短电弧、大功率来迅速熔化炉渣;熔化后,选用合适的长弧段,提高输入功率,使炉膛温度迅速升高;在冶炼中期和后期,应根据不同的钢种需要,合理地选择不同的电弧长度和不同的输入功率,使钢液的温度保持在±5℃以内,并能有效地控制钢液的含量和温度。
工作范围由低至高,依次递增(由低至高、逐渐增加),保证加热过程顺利、电流起伏小、电极振幅小。由于钢水渣层厚度不稳,炉渣层时高时低,而采用常规供电方式,由于没有考虑到钢水渣层的厚度,使其升温效果较差。所以,对钢液渣的供给方式进行了优化。
(四)钢水罐底吹氩
电极上下振荡断裂主要是由于钢液槽底部吹氩钢液的波动所致,在操作过程中,底吹氩气强度较大,导致钢液在液槽中剧烈翻滚。为保证加热效果,LF精炼炉渣必须具有一定的厚度,并具有一定的蓄泡能力,在加热时吹氩搅拌是必要的。所以,在加热时,要对氩气的流速进行控制,以保证钢水槽的上端温度较高的钢液可以流入钢水槽的底部,而在较低的温度下,则可以在不引起电极的大震动的情况下,达到加热的目的。底吹氩气搅拌和电弧长度的配合不当,会使电极产生舔焊,从而增大电极损耗[3]。
第一,双气路的自控。针对钢罐底部吹氩氩气管线一分为二,导致压力和流量衰减,钢罐底部吹氩堵塞导致加热效果差,改钢、断浇等问题,对钢罐底部吹氩管道进行优化,采用双气路独立控制双砖块,使控制管道与透气砖一一对应,并通过计算机对氩气流量进行实时控制,流量精确控制在10升/分钟内,达到99.8%的渗透率。
第二,底吹氩气的控制模式。LF精炼炉在加热之前必须进行强力搅拌,使炉渣快速化,以确保在LF精炼炉内进行埋弧熔炼,从而减少LF精炼炉的耗电量。在熔渣后,应逐步降低氩气量,以减小液氮的热耗,有利于夹杂物及有害气体的上浮,减少二次氧化,确保铝、钛等强脱氧剂的收得率。
结语
第一,采用LF精炼炉埋弧加热技术,对精炼炉料组成和加入方式进行优化, LF埋弧炉的发泡时间达到5.64分钟,提高了炉膛换热,达到了高效加热的目的。第二,在工艺上进行了优化, LF钢液的加热速率从2.8-4.3℃/分钟上升至3.5-5.2℃/分钟;LF能耗平均减少12%,创造效益461万元;热效率得到了有效的改善, LF的处理能力得到了提高。


















 3304
3304

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











