







目录
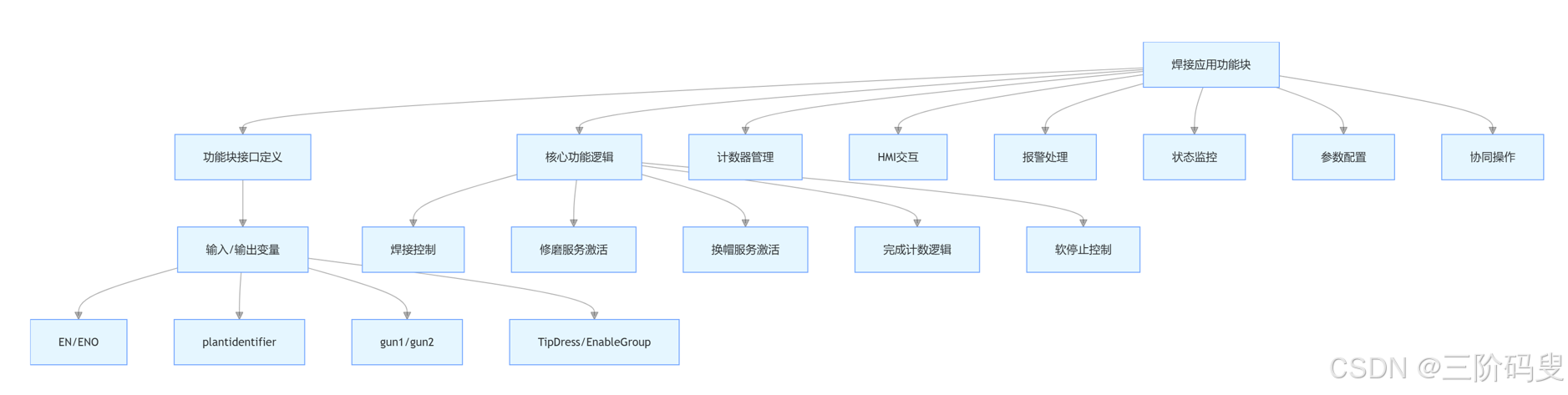
焊接应用功能块思维导图
此思维导图展示了焊接应用功能块的模块化结构,便于理解各部分功能及交互关系。
1. 工艺概述
本工艺针对 LSicar_Robot_APP_SW_FB机器人焊接应用块进行配置,实现以下功能:
- 换帽计数与预警
- 修磨计数与协同控制
- 焊接状态监控与 HMI 交互
- 报警代码映射与反馈
2. 参数配置
2.1 换帽控制
| 参数名称 | 描述 | 设置值 | 信号地址 |
|---|---|---|---|
capChangeCount |
换帽总次数设置 | 30 | #capChange |
ccGroup |
换帽组标识符(用于多机器人协同) | LSB19 |
Global.ccGroup |
capChangeWarning |
换帽预警阈值(达到该值时触发预警) | 27 | #capChangeWarn |
2.2 修磨控制
| 参数名称 | 描述 | 设置值 | 信号地址 |
|---|---|---|---|
tipdressCount |
修磨总次数设置 | 50 | #TipDress |
TD/TC_Counter |
协同修磨计数器 | COUNTER[0] |
#TDCC_Counter |
2.3 焊接状态
| 参数名称 | 描述 | 信号地址 |
|---|---|---|
Weld_Finished |
焊接完成标志 | #Weld_Finished |
No_Weld_Style |
非焊接车型标志 | #No_Weld_Style |
3. HMI 交互
3.1 状态显示
| 参数名称 | 描述 | HMI 地址 |
|---|---|---|
plantidentifier |
工厂标识符(用于 HMI 显示) | #plantidentifier |
hmi_state |
HMI 状态字(16 位) | #HMl.State.%XD |
hmi_colour |
HMI 颜色控制(红 / 绿) | #HMl.State.%X1 |
3.2 操作反馈
- 换帽完成请求:
#HM_CMD.Select触发换帽服务。 - 修磨服务激活:
#HM_CMD.Act激活修磨流程。
4. 报警管理
4.1 报警代码结构
16 位报警代码由以下部分组成:
plaintext
#alarmCode.8X0-8X15
- 位 0-7:工艺报警。
- 位 8-15:系统报警。
4.2 报警反馈
- 报警代码通过
#alarmCode发送至 HMI。 - 故障类型通过
#statApplicationFeedback.byte1反馈至 HMI。
5. 操作步骤
5.1 初始化配置
- 打开 **OPMode03 (SB19)** 程序块,定位至
LSicar_Robot_APP_SW_FB。 - 配置
plantidentifier为LSB19。
5.2 换帽参数设置
- 设置
capChangeCount为 30。 - 配置
ccGroup为LSB19。 - 设置
capChangeWarning为 27。
5.3 修磨参数设置
- 设置
tipdressCount为 50。 - 配置
TD/TC_Counter为COUNTER[0]。
5.4 HMI 映射
- 将
hmi_state映射至 HMI 状态字(%XD)。 - 配置
hmi_colour为#HMl.State.%X1(红色 = 1,绿色 = 0)。
6. 验证方法
6.1 换帽功能测试
- 触发
#HM_CMD.Select,确认换帽次数递增。 - 当
capChangeCount达到 27 时,HMI 显示预警。
6.2 修磨功能测试
- 触发
#HM_CMD.Act,确认修磨次数递增。 - 检查
TD/TC_Counter与协同机器人计数同步。
6.3 报警测试
- 模拟焊接故障,验证
#alarmCode生成正确代码。 - 确认 HMI 显示报警代码及颜色变化。
7. 注意事项
- 确保
ccAckEnable信号为TRUE以启用换帽确认。 - 定期校准
TD/TC_Counter以保证计数准确性。 - HMI 状态字需与 PLC 程序保持同步更新。
附录1:焊接工艺核心操作流程
-
初始化与导航
- 步骤 1:进入 **OPMode03 (SB19)** 工位程序块。
- 步骤 11:定位至LSicar_Robot_APP_SW_FB机器人应用块。
-
参数配置
- 换帽计数:
cap change count(步骤 19):设置换帽次数。ccGroup(步骤 33):定义换帽组。capChangeWarning(步骤 113):设置换帽预警阈值(如 30 次)。
- 修磨计数:
tipdress count(步骤 100):设置修磨次数。TD/TC_Counter(步骤 174):协同修磨计数器。
- 换帽计数:
-
HMI 交互
- 状态监控:
hmi_state(步骤 80):采集 HMI 状态字(如%XD)。hmi_colour(步骤 93):控制 HMI 显示颜色(如焊接故障红色)。
- 报警管理:
alarm code(步骤 74):汇总 16 位报警代码(如alarmCode.8X0至8X15)。alarm code to hmi.alarm(步骤 77):将报警代码发送至 HMI 显示。
- 状态监控:
-
验证与调试
- 软停止(步骤 161):测试软停止功能。
- 机器人结束工作(步骤 190):验证
Robot End work信号(如%14006.1)。
附录2:关键参数表
| 参数名称 | 描述 | 涉及步骤 |
|---|---|---|
| cap change count | 换帽总次数设置 | 19, 111 |
| tipdress count | 修磨总次数设置 | 13, 100 |
| ccGroup | 换帽组标识符 | 33 |
| TD/TC_Counter | 协同修磨计数器 | 174 |
| alarmCode.8X0-8X15 | 16 位报警代码(如 123-15) | 74 |
| hmi_state.%XD | HMI 状态字(如%XD) |
80 |
 最低0.47元/天 解锁文章
最低0.47元/天 解锁文章



















 1万+
1万+

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











