






 本文介绍了设备能力指数(CMK)和过程能力指数(CPK)的概念,用于评估拧紧工具的一致性和偏离目标值的程度。通过Cm和Cmk的计算公式,当其值大于1.67时,表明设备能力足够。同时,Cp和Cpk则反映了工艺过程的加工能力,Cpk与合格率直接相关。在实例中,通过计算得出的Cpk值,可以预测拧紧工位的不合格率,从而评估工具是否满足生产线要求。
本文介绍了设备能力指数(CMK)和过程能力指数(CPK)的概念,用于评估拧紧工具的一致性和偏离目标值的程度。通过Cm和Cmk的计算公式,当其值大于1.67时,表明设备能力足够。同时,Cp和Cpk则反映了工艺过程的加工能力,Cpk与合格率直接相关。在实例中,通过计算得出的Cpk值,可以预测拧紧工位的不合格率,从而评估工具是否满足生产线要求。

关于CM,CMK,CP,CPK:
在选择工具时,我们常常会问的问题是:工具设备符合工位的要求吗?上线生产后的拧紧结果都达到预期吗?标准何在呢?在本节「拧紧微课堂」中,我们将介绍两个重要概念:设备能力指数和过程能力指数,告诉你如何量化测算标准。


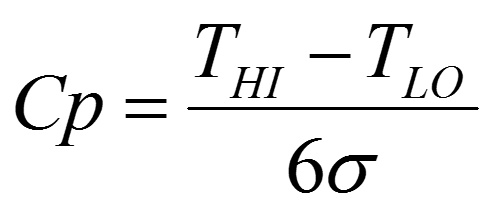
Cm的计算公式

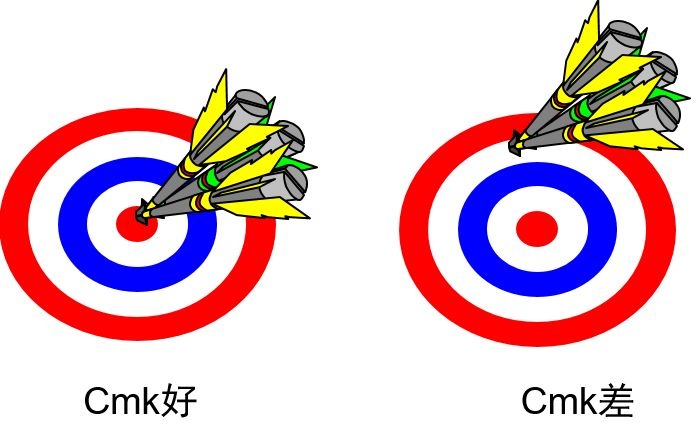
Cm考量的是理想情况下工具拧紧结果的一致性,它只与边界和离散度相关
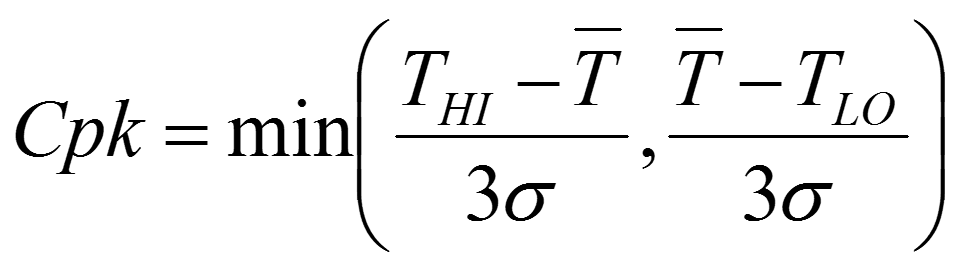
Cmk的计算公式
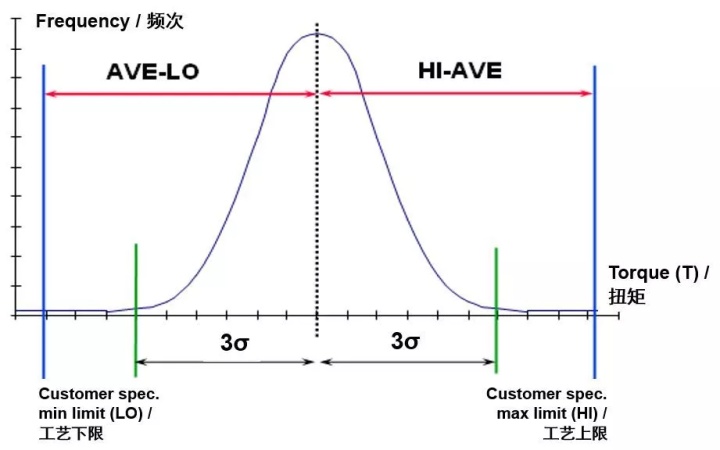
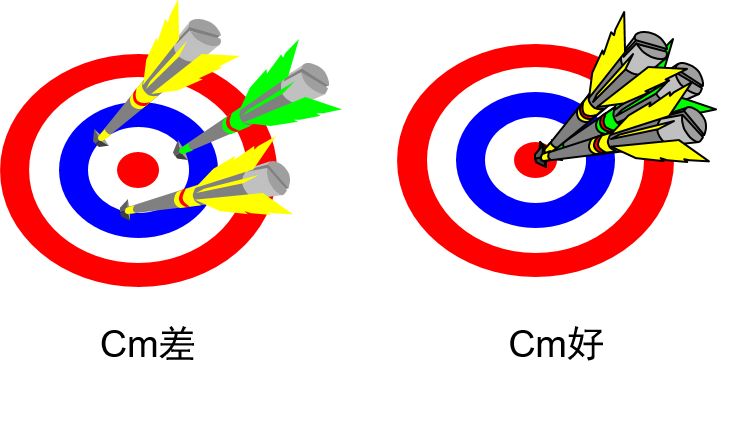
Cmk考量的是标准情况下进行拧紧,结果值与目标值的偏差程度,它与边界和离散度相关,也与中心相关
根据Cm和Cmk的值来判定设备能力
Cm、Cmk≥1.67 ➡ 设备能力足够
1.33≤Cm、Cmk < 1.67 ➡ 设备能力尚可
Cm、Cmk < 1.33 ➡ 设备能力不足
回到一开始提出的问题:我们可以通过计算Cm和Cmk来判断工具是否符合要求。
实际的结果是,在25次标定中,计算得到新采购的这把Tensor STR的Cm、Cmk大于1.67,满足要求,可以使用。

那么新的问题来了:
上线使用后,该工具进行的拧紧都是合格的吗?
这就与诸多因素相关了!
Cp和Cpk的测算
Cp和Cpk的定义
为了研究拧紧过程的好坏,我们引入两个变量:Cp,Cpk
Cp和Cpk是指过程能力指数,针对整个工艺过程,反映稳定状态下的实际加工能力。包含人、机、料、法、环五个质量因素,是综合作用的结果。
Cp和Cpk的计算公式
Cp和Cpk的计算公式与Cm和Cmk一样,区别在于,这里扭矩的测算是在真实稳定的生产环境中得出的
Cpk与合格率的关系
我们可以根据Cpk与不良率的标准对照表,来估算上线生产后的合格率
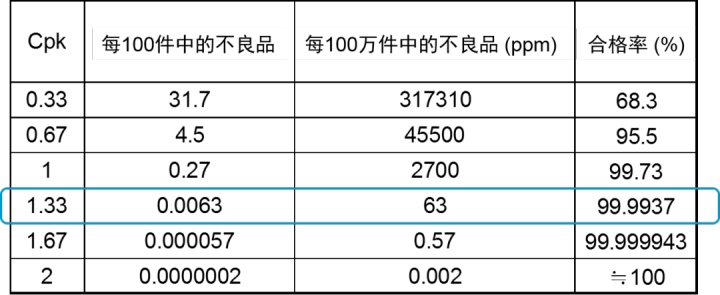
例如,在客户的某个工位,从线上随机抽取了100组拧紧结果,计算得出Cpk=1.37。
根据计算结果及对照表,可预估该拧紧工位,每100万件中会出现大约63件不合格。
实例计算

某客户要求的目标扭矩是50+/- 5 Nm,Tensor STR工具应用在产线上,随机抽取了100组拧紧数据,得出平均扭矩为49 Nm,σ=0.8 Nm。请问拧紧结果满足要求吗?
计算过程:
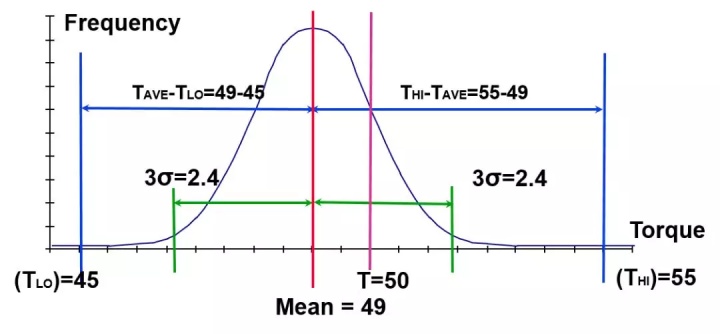


➡ Cpk = 1.7
参照Cpk与不良率的对照表得出,百万件中的不良品约为0.57件。
结论:
该产线上Tensor STR工具的拧紧结果是非常令人满意的!

















 5887
5887

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









