





 本文通过一个机械加工工段的案例,介绍了如何使用PDCA循环解决生产管理中的能力不平衡问题。通过分析现状、找出问题及原因、制定措施并执行,最终实现内部潜力挖掘,提高整体生产能力。
本文通过一个机械加工工段的案例,介绍了如何使用PDCA循环解决生产管理中的能力不平衡问题。通过分析现状、找出问题及原因、制定措施并执行,最终实现内部潜力挖掘,提高整体生产能力。
工段(车间)的生产能力,是在计算设备生产能力的基础上确定的(当工段或车间的生产能力取决于设备组的生产能力时),根据车间实际情况的不同,生产能力的计算有相当的变数,因此也就具有一定的难度,而用PDCA循环就能很好地解决这个问题。
以下以平衡某一机械加工工段生产能力的案例来说明PDCA循环在生产管理中是如何应用的。
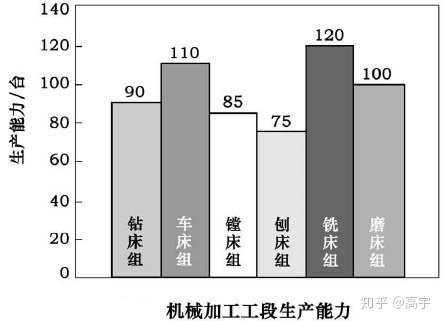
从上图中可以看出, 6个设备组的生产能力是不相等的。假设本月要求生产100台,则可以发现钻、镗和刨床为薄弱环节,而车、铣床组为富裕环节。根据水桶理论,工段(车间)的生产能力取决于最低的要素,即刨床组的生产能力,只能生产75台。要完成100台的生产任务,就需要增加设备补充不足。而我们的设想是不增加或少增加设备来解决问题,因此可以用PDCA循环进行分析从而找到相应的办法。具体步骤如下:。
(1)分析现状,找出存在的问题。本案例主要存在的问题是解决薄弱环节和富裕环节的均衡问题,从而在内部挖潜上扩大生产能力。
(2)分析产生问题的各种原因或影响因素。通常是以主要设备组的生产能力作为综合平衡的依据。而各生产组的生产能力,一般是不相等的,也就是说存在不均衡问题。
(3)找出主要影响因素。钻、镗和刨床组的薄弱环节问题就是主要影响因素。
(4)制定解决措施。确定工段(车间)生产能力时,要进行综合平衡工作。比如可以用生产任务与生产能力比较进行综合平衡。其主要方法有两种:一是以实物单位进行比较,即将生产任务中各种产品产量折合为以代表产品或重量单位表示的计划产量后,与以同样单位表示的生产能力进行比较;二是以台时为单位进行比较,即根据单位产品台时消耗定额,计算出为完成生产任务所需的分设备组的台时消耗量,并与设备组的年有效工作时间数进行比较。在多产品生产,产品结构、工艺又不相似的情况下,应用此法比较准确。根据综合平衡后的结果来确定生产能力的充足与否,其不足的设备组即为薄弱环节,要制定消除薄弱环节的措施,应尽可能利用富裕环节的能力来补偿薄弱环节。本案例可以采取以车代镗、以铣代刨的办法来消除薄弱环节,对钻床组则可以采取技术革新或增加班次的办法解决生产能力不足的问题。
(5)执行措施计划。根据措施来制定计划并严格按计划执行并落实。
(6)调查和评价阶段。经过采取措施后,可以计算相应的指标并对其进行分析,如果符合预计的指标参数,则可以认为工段生产能力可以达到100台的水平,完全可以解决生产中的问题。
(7)将工作结果标准化、制度化。
(8)提出尚未解决的问题并进行新的PDCA循环。

















 1万+
1万+

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









