





若你我之间有缘,关注作者又何妨?
两情若是久长时,又岂在朝朝暮暮。
大家好!我是江郎,一个庸庸碌碌的#数控#维修工。
通常情况,在CNC中主轴只是进行速度控制,但是在某些特定的情况下,也需要对主轴进行位置控制。

例如,FANUC小黄鸡在执行换刀时首先会主轴定位、镗孔加工中因工艺要求而让刀时候、数控车床在装夹工件等时都需要主轴准确地停在一个特定的位置上,这就是主轴的定向功能。
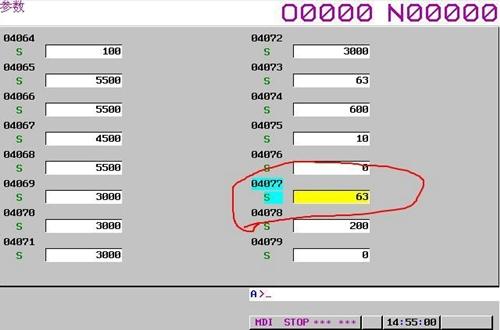
在日常维修的时候,安装完主轴或主轴电机时需要对主轴执行M19定位,矫正后重新设定NC参数NO.4073、4077,但是,我们遇到了定位后诊断参数445数值一直为“0”,即使复位后仍为“0”,这是怎么回事?
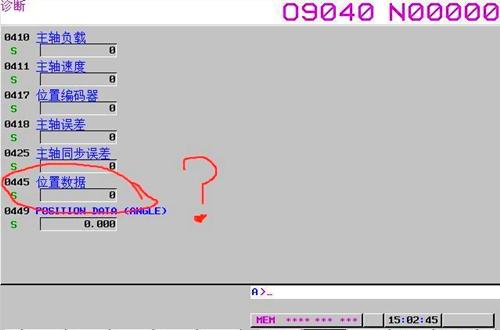
当我们遇到这种情况时,该如何去解决?下面江郎就介绍一下相关的知识。
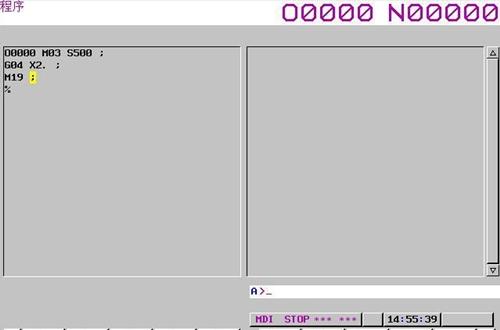
1、开机后首先进行一次主轴转动如执行M03S500,然后执行一次M19,查看诊断445参数是否有变化;
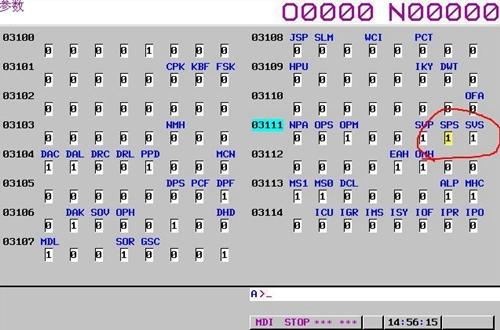
2、如果诊断参数445一直为0,检查NC参数3111#1是否为1;
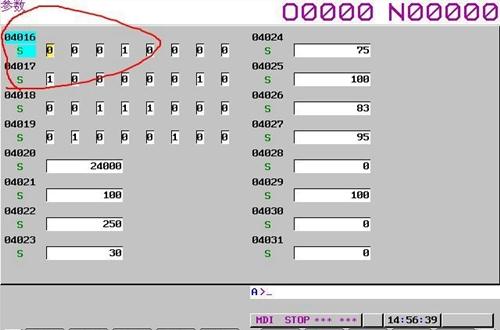
3、如果按下复位按键后,诊断参数445变为0,检查NC参数4016#7是否为为0;
4、在参数NO.4077随便输入一个测试数值,再执行一次主轴M19定位,再看看诊断参数445里面有没有数值;
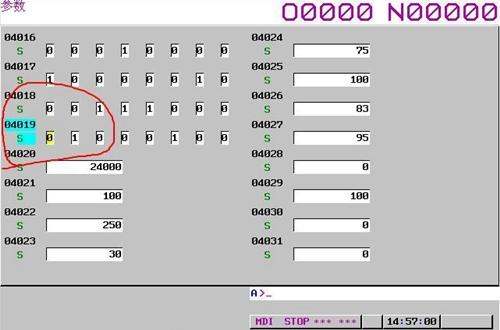
5、重新填入电机代码,并用4019#7=1初始化,关机重启。检查并设定主轴最高转速NO.4020、4001#4=1、4002#0=1后再重新定向测试;
6、若主轴一执行M19定向就报警:SP9081电机上传感器1转信号错误,则检测高低档电子齿轮比是不是不对;
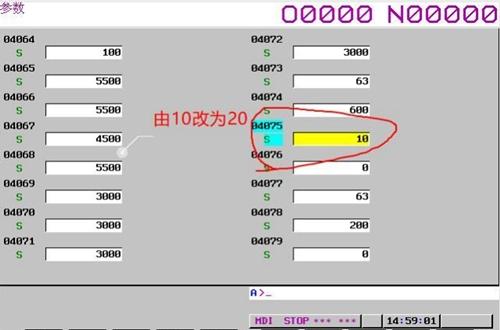
7、圆盘刀库换刀反复交换刀时,保证每次交换刀的时候,主轴都转动定位。相关参数设定:NO.1604#0=1、4016#7=1、4075(定位误差)由10改成20、4016#7=1,避免主轴再定位,定位不准;
8、参数NO.4003#3=1,主轴默认正转定向,有外部定位开关的时候,4003#3为0,先正转再定向,反转定向,中间是有一定的偏差的,该为1,都是正向定向。没有带外部定向开关的时候,不管是不是1没有影响;
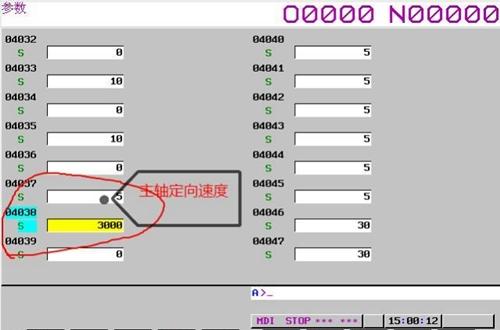
9、参数NO.4006#1设为1,否则主轴定向太快就会找不到定位信号,主要针对高档,定向时候会一直转动,这个建议不要使用转速度太慢,用参数4038主轴定向速度来处理比较好。
以上就是本期的内容,要想完全学精通CNC,这个其实挺难的,因为不仅仅需要学习很多理论知识,还需要实践操作……

首先定个小目标,确定个大致的方向,问问自己,对哪一方面感兴趣?先去攻克哪一个问题?学数控编程?UG?工艺?刀具?还是想做维修?维修是自己喜欢机构还是电气……
数控一入深似海,从此江郎是路人,生活不易,且行且珍惜。
(感谢阅读!喜欢的朋友记得转发、点赞哦!拜托拜托!)
——END——
预知更多内容,【关注作者】,且听下回分解!
作者:江郎才尽还复来
声明:文中观点仅代表作者本身;图片来源于网络,侵权必删!

















 584
584

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









