






 本文详细介绍了如何使用FANUC加工中心的G1指令进行锥度螺纹的铣削,包括宏程序的设置步骤和关键参数解释,如顶部和底部半径、螺距、走刀圈数等。同时,提供了多个相关宏程序实例,如螺旋铣键槽、铣凸半球等,帮助读者深入理解宏程序的运用。
本文详细介绍了如何使用FANUC加工中心的G1指令进行锥度螺纹的铣削,包括宏程序的设置步骤和关键参数解释,如顶部和底部半径、螺距、走刀圈数等。同时,提供了多个相关宏程序实例,如螺旋铣键槽、铣凸半球等,帮助读者深入理解宏程序的运用。

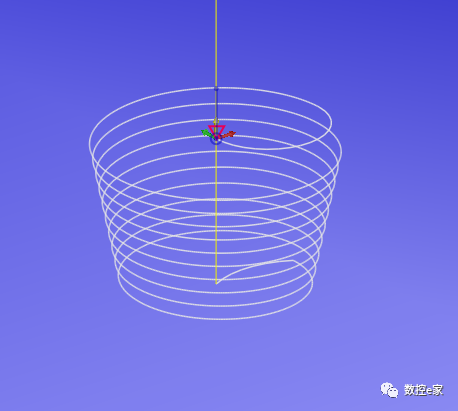
O1113
#1=40 (顶部半径)
#2=30 (底部半径)
#4=3 (螺距)
#5=#4/360
#7=10 (走的总圈数)
#6=#7*360
#8=[#1-#2]/#6
#3=0
G90G54X0.Y0.
M3S6500
G43 Z3. H01
G1Z0.F1500.
G03 X#1 Y0 R[#1/2] Z0. F1500
WHILE[#3LE #6] DO1
#11=#8*#3
#13= [#1-#11]*COS[#3]
#14= [#1-#11]*SIN[#3]
#15=[#5*#3]
G01 X#13 Y#14 Z-#15 F500
#3=#3+1.
END1
G03 X0 Y0 R[#2]
G0 Z100.
M5
M9
M30
宏程序-G1铣锥度螺纹-NPT
资料整理不易,如对您有帮助,请分享到您朋友圈,让更多跟您一样爱学习的朋友一起学习成长


往 期 精 选
宏程序-极坐标平面螺旋铣
宏程序-铣凸半球
宏程序-螺旋铣键槽
宏程序-飞面
宏程序-可变式G1钻深孔循环
宏程序-G1平面螺旋铣
宏程序-凸圆型腔
宏程序-螺旋铣孔
宏程序-铣斜面
宏程序基础知识之三角函数
宏程序-坐标循环语句运用
宏程序条件转移和循环语句的灵活运用
FANUC巧用宏程序预防刀补输入错误
FANUC刻字宏程序-日期和时间
FANUC宏程序编程基础
FanucMacroHelper宏程序助手下载
FANUC如何使用宏变量读取NC参数?
FANUC如何保护用户宏变量禁止修改?
FANUC自动分中方法-三点找圆心
FANUC PMC自动设定刀补案例
加工中心宏程序编程,你了解多少?


















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









