







活动推荐
随着人们对空气质量和环境污染重视程度的不断提高,汽车尾气排放标准越来越严苛。各个国家开始致力于新能源汽车的研发,并对燃油汽车的性能进行不断地改善和提高。
汽车的燃油性能和尾气排放情况与汽车的整备质量有着直接的关系,其中白车身的质量占了整备的30%〜45%,当车身质量增加15%时,可增加8%〜10%的能量消耗。因此,白车身轻量化尤为重要,势在必行。
近年来,压铸铝件和冲压铝件在白车身上的应用越来越广泛,钢-铝材料的连接很难由传统的点焊来完成,因此白车身生产过程中引进了大量的机械连接技术和复合连接技术,在降低白车身质量的同时,提高了白车身的连接强度。
同时,机器人自动化涂胶技术与机械连接技术的复合连接形式,以及在线监控系统的实时监控,都为白车身轻量化起到了积极的推进作用。

铝车身连接工艺—铝合金的焊接性
纯铝的熔点是660℃,焊接用的铝合金熔点大约在560℃。铝合金焊接有以下难点:
1、铝合金焊接接头软化严重,对于有热处理强化性能的铝合金,焊接接头经历了较大的热循环。热影响区强度退化较为明显。其抗拉强度大约只有母材的60%~70%,这是热处理强化铝合金焊接接头一个比较典型的焊接缺陷。
2、合金表面易产生熔点很高的氧化膜,其熔点为2060℃,焊接时难熔的氧化膜会妨碍填充金属和母材的熔合,导致氧化物的夹渣;
3、铝及铝合金焊接凝固时,熔池里的气体因来不及逸出而较易形成气孔;
4、熔化状态的铝及铝合金在结晶凝固后,体积大约要缩减6%。由此所产生的收缩应力可能会导致工件变形和焊接裂纹产生;
5、线膨胀系数大,易产生焊接变形;
6、铝及铝合金焊接过程中,熔池金属没有颜色的变化,容易造成焊穿或塌陷;
7、铝合金热导率大(约为钢的4倍),相同焊接速度下,热输入要比焊接钢材大的2倍~4倍。

铝车身连接工艺--铝合金车身连接常用工艺
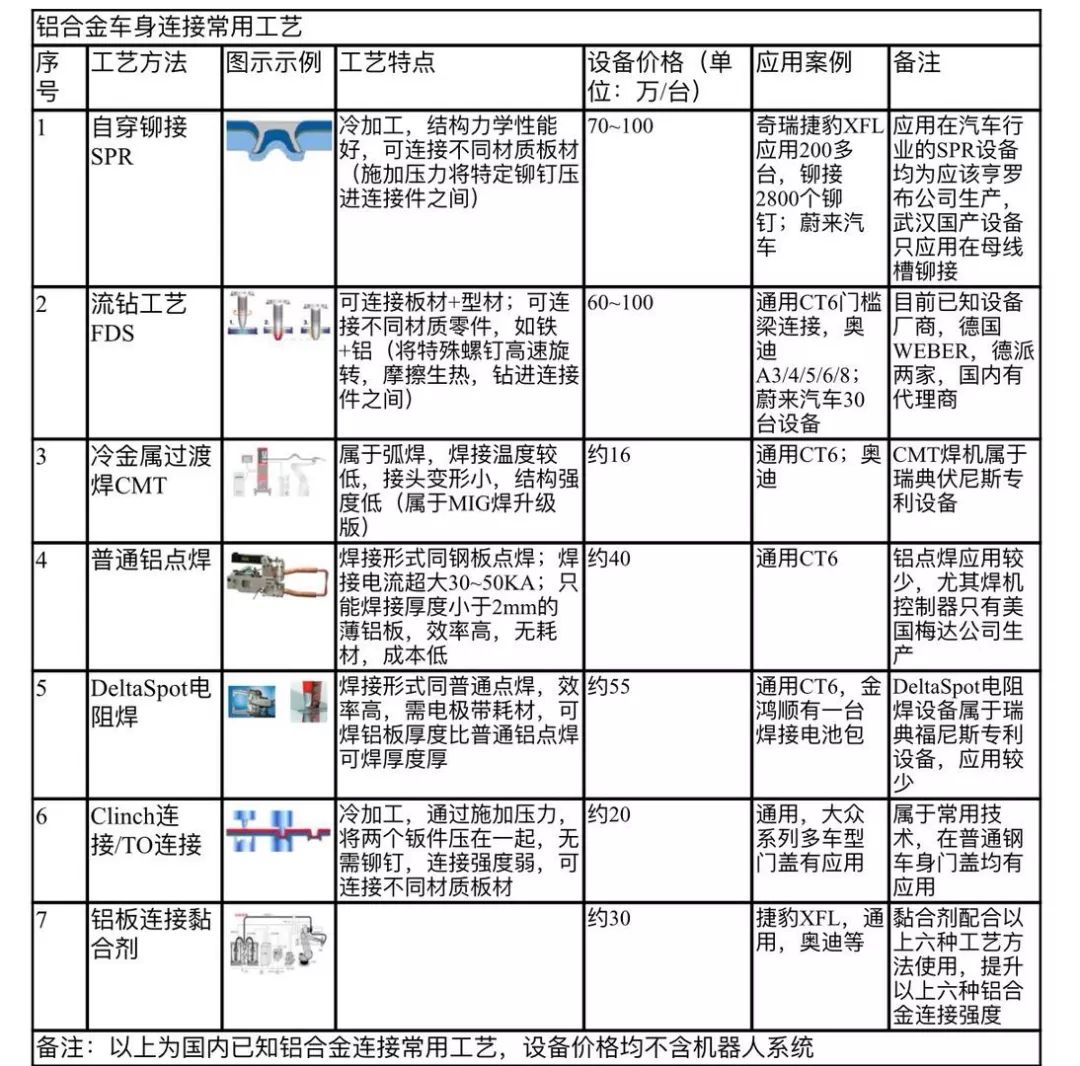
针对以上表中所介绍的铝合金车身连接方式我们来一一详细介绍。

铝车身连接工艺—自穿铆接SPR
1、自穿铆接SPR形式
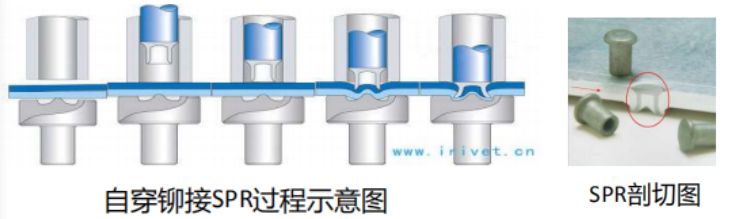
自穿铆接SPR过程示意图 SPR剖切图
半空心自冲铆是一种采用半空心铆钉实现钢-铝,铝-铝连接的加工工艺。特制材料或形
 最低0.47元/天 解锁文章
最低0.47元/天 解锁文章
















 2649
2649











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









