






前言
计划用三篇文章简要介绍倍福PLC通过EherCAT总线控制伺服电机。
本文是第一篇,介绍如何配置伺服电机。
第二篇,介绍用简单程序控制伺服电机运行。
第三篇,介绍用简单程序编写成FB来控制伺服电机。
一、硬件扫描
1.倍福的PLC网段默认是169.254.X.X,子网掩码255.255.0.0,设置PLC到该网段,在system里面扫描到PLC。
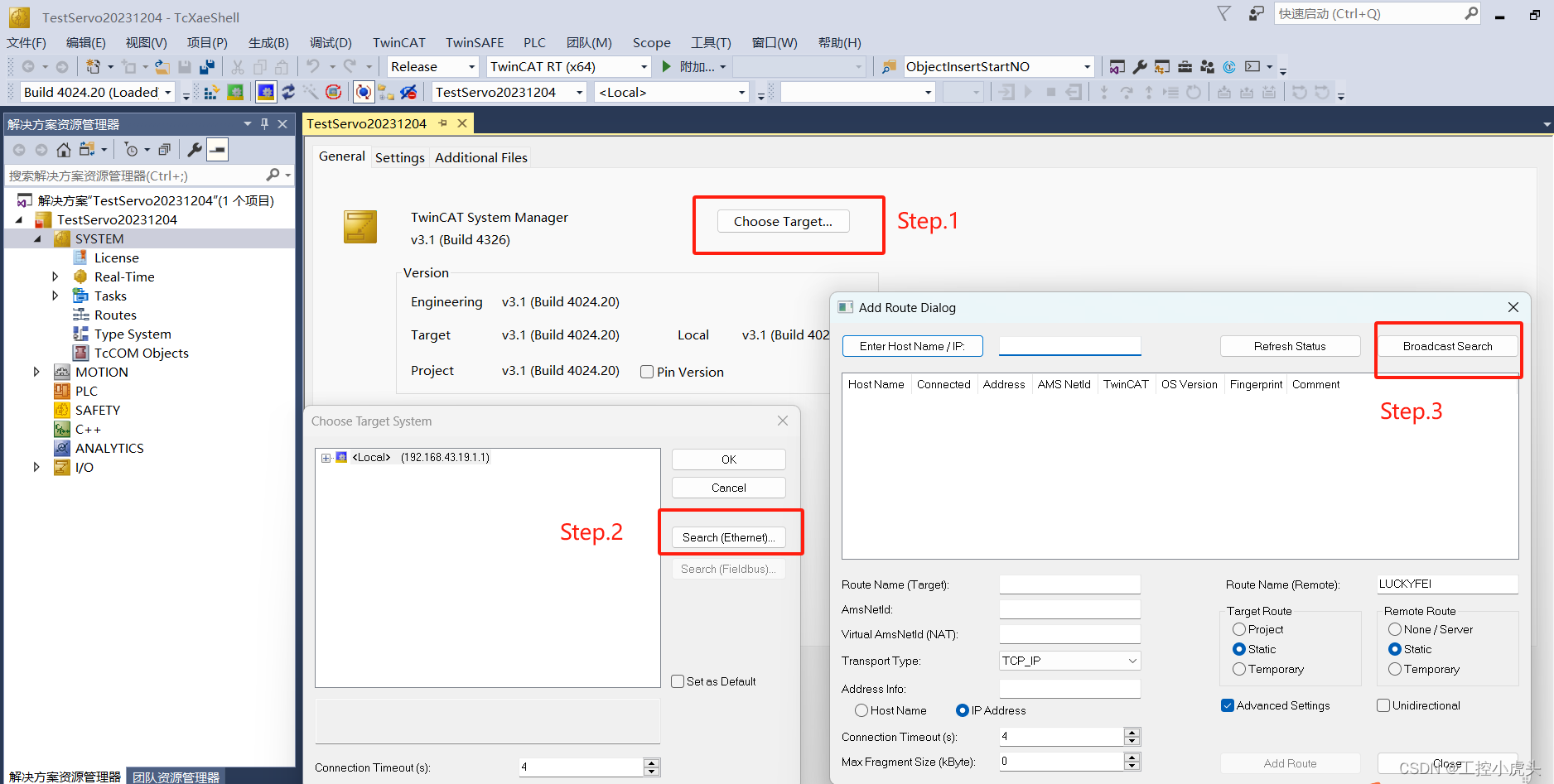
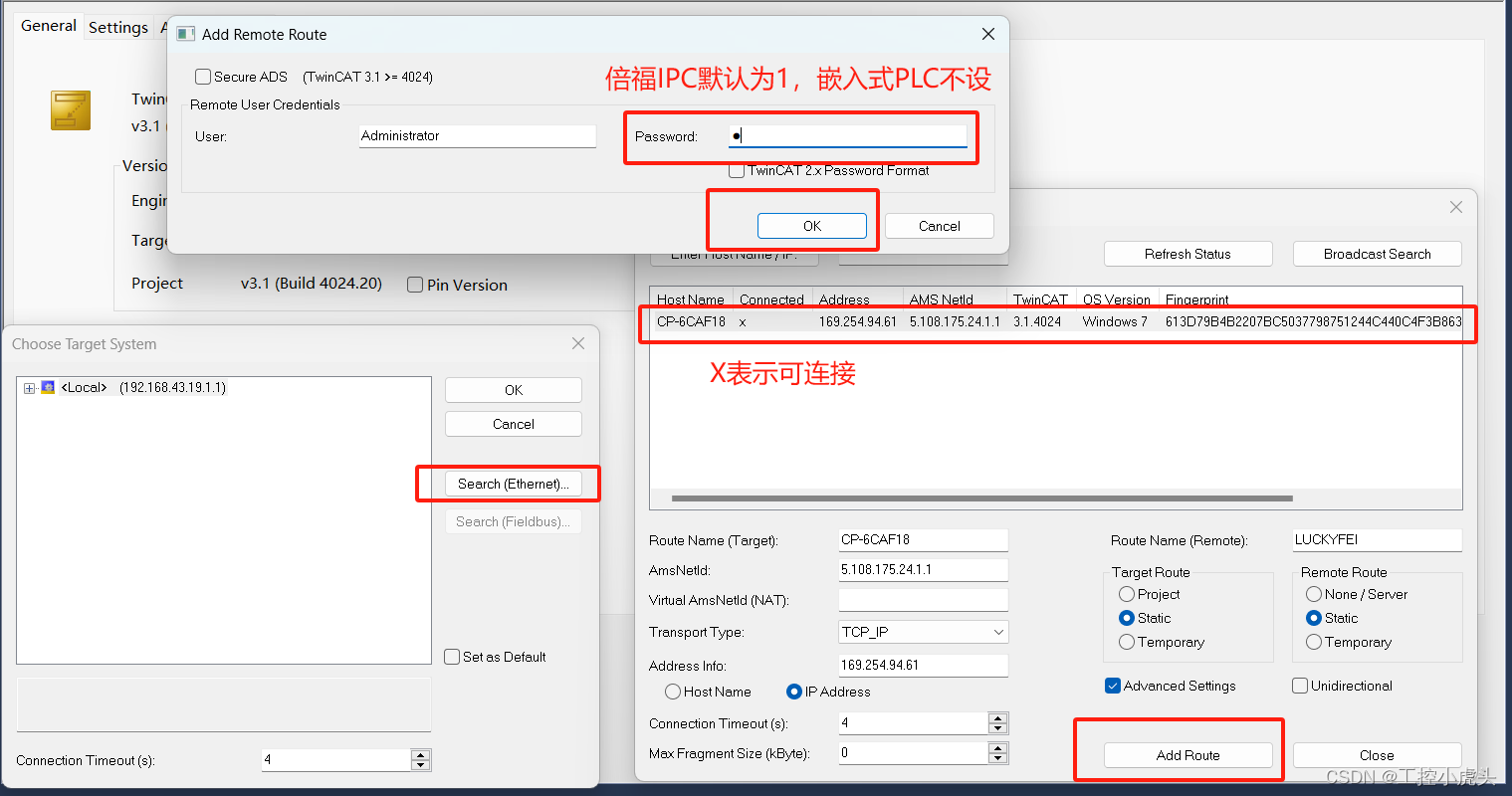
2.点击“AddRoute”为PLC增加静态路由,建议对PLC的访问连接。
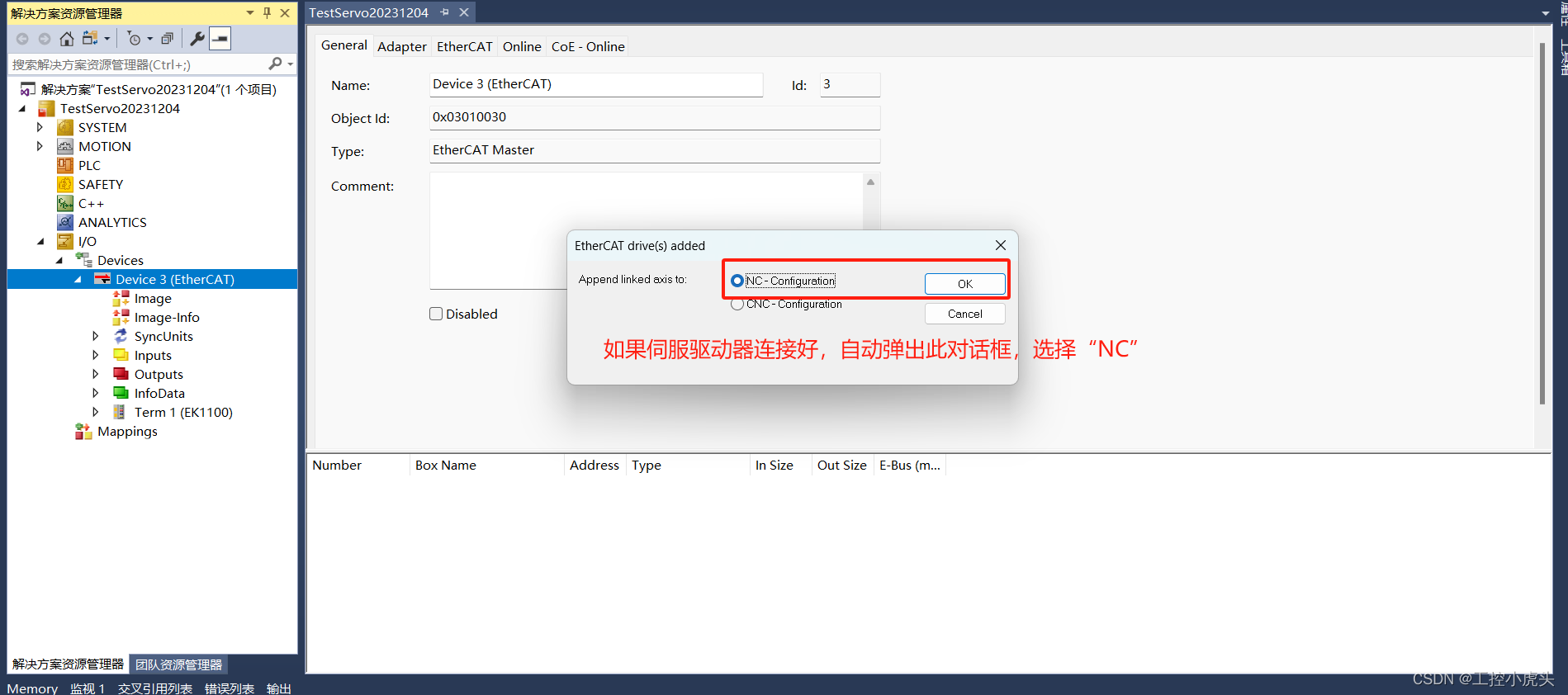
3.确保网线连接好倍福PLC和EherCAT伺服驱动器,在软件中进行扫描,在“Motion”中会自动建立实体轴对应的虚拟“NC轴”。(如果是第三方伺服电机,加载好相关的XML文件,加载方法以前文章写过)
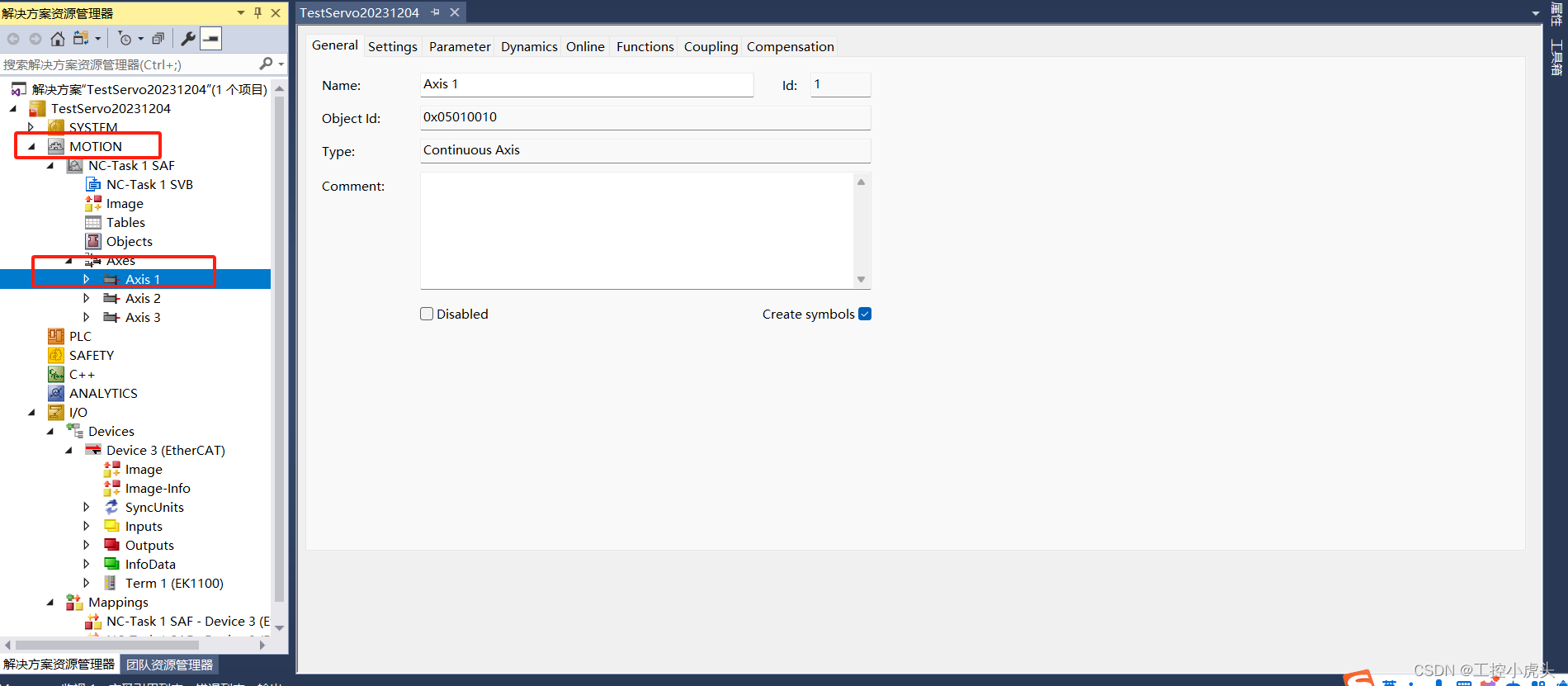
二、通过NC轴的调试画面控制伺服
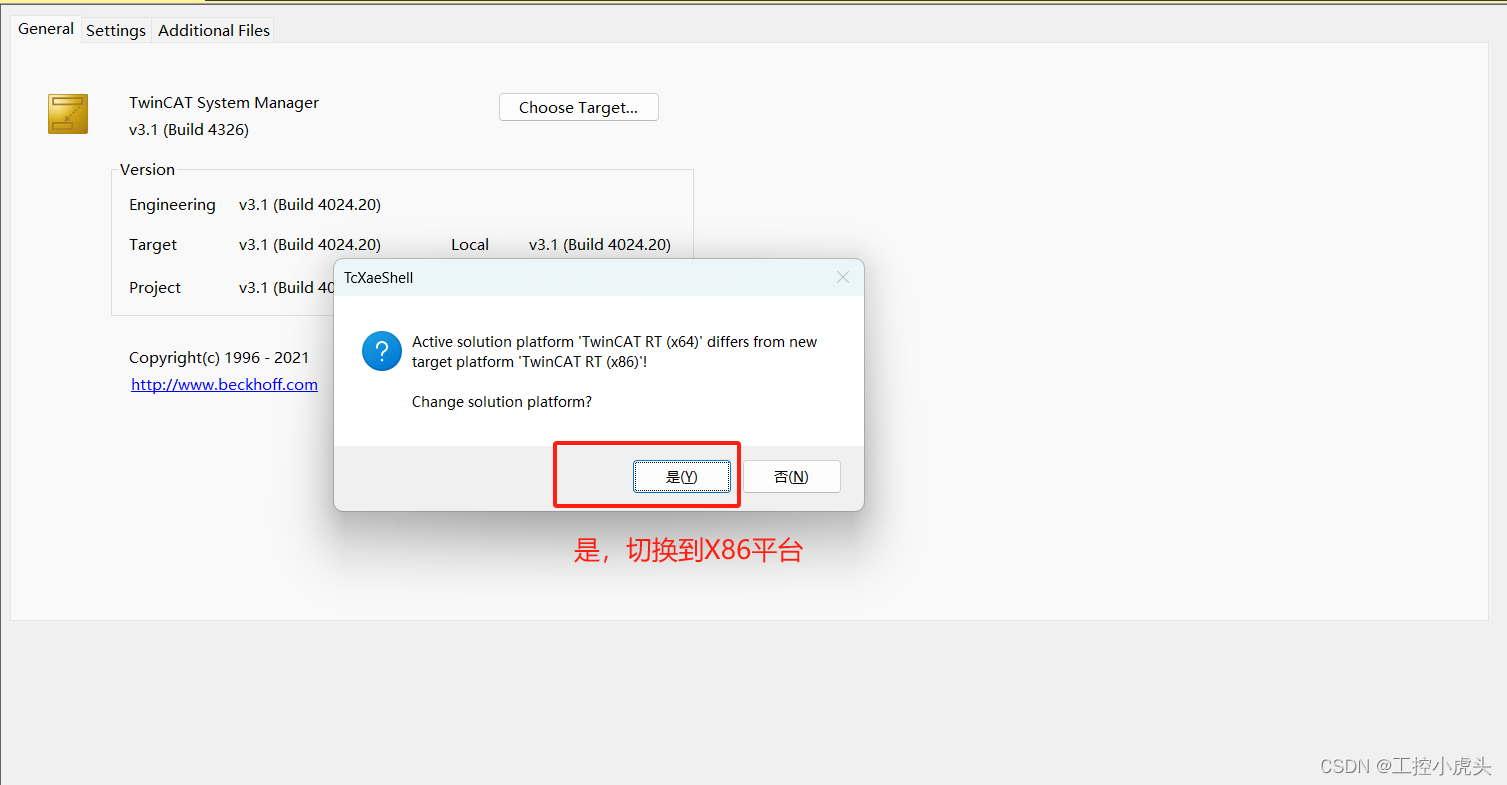
1.激活配置,激活后即可到“Online界面”,进行伺服的点动测试
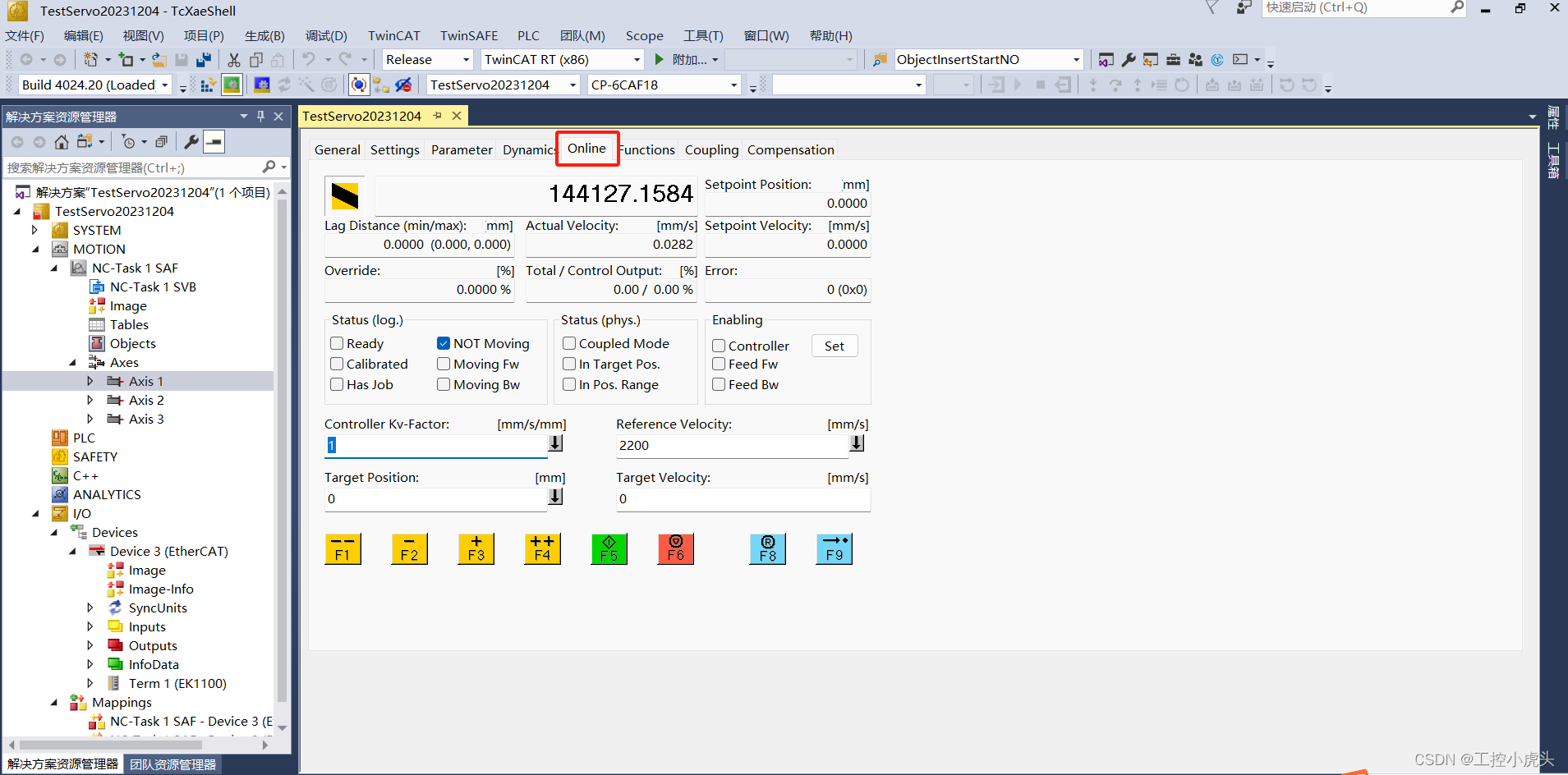
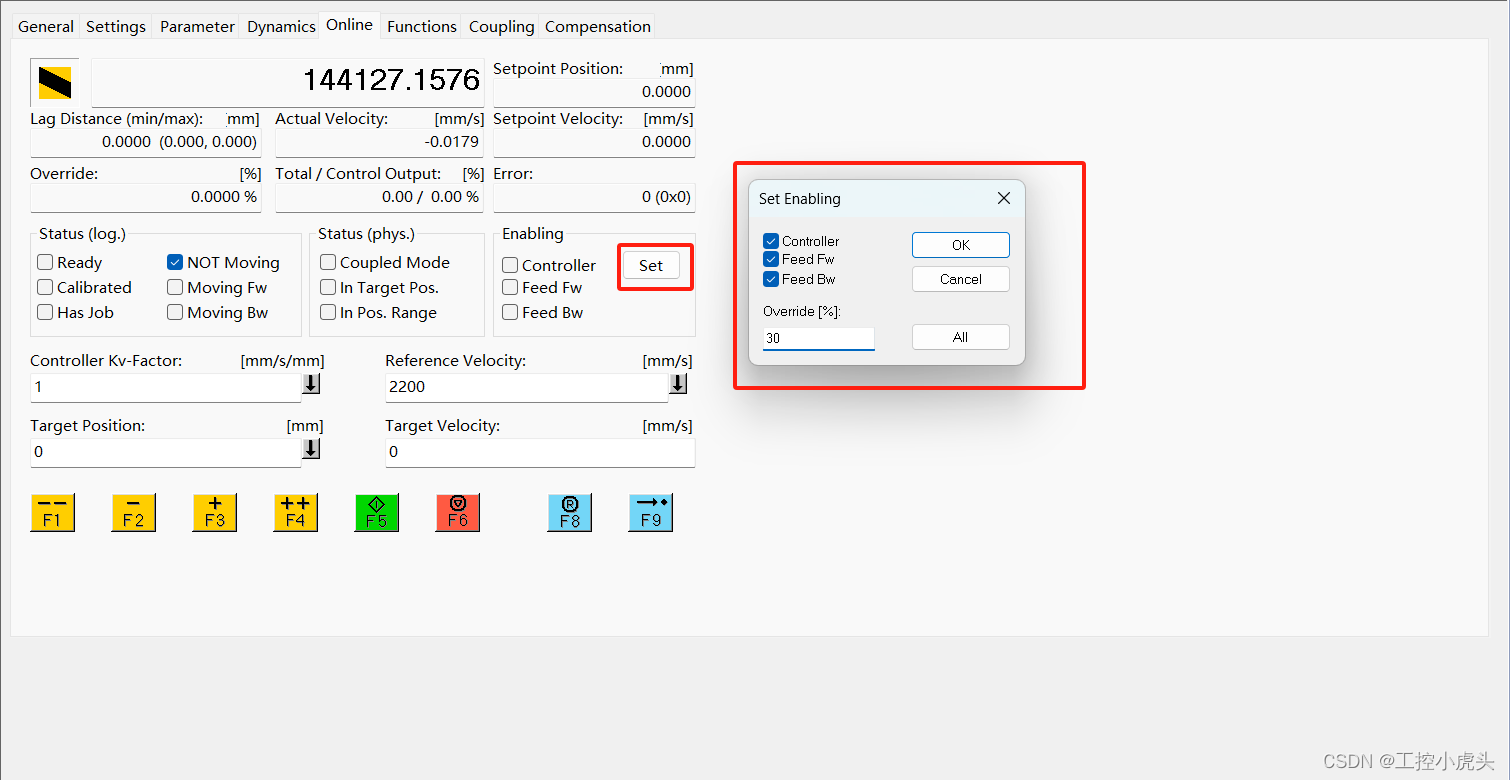
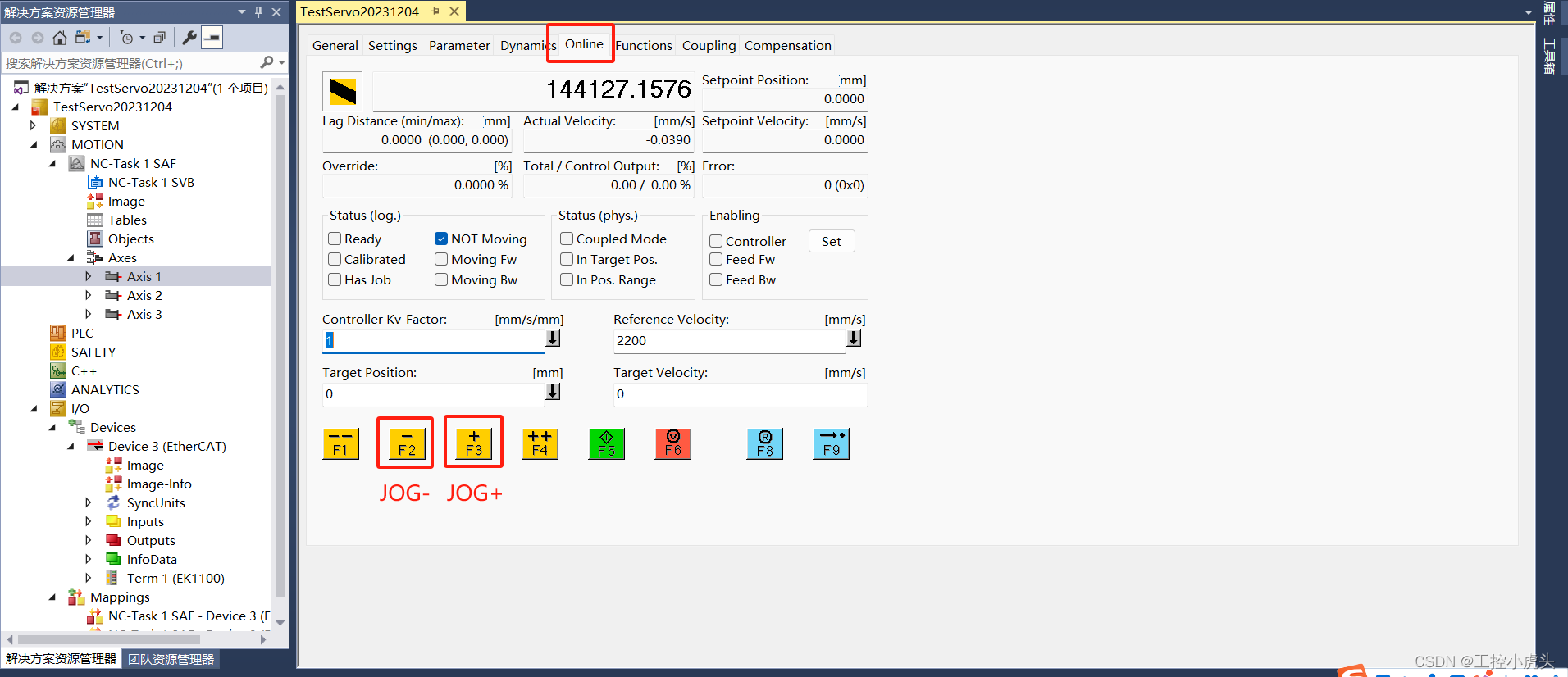
点击"Enabling"中的“Set”,第一个按钮表示使能,第二个表示正转,第三个表示反转,Override表示速度,可以先设30%以下。
此时如果使能或者JOG时报警,可通过Reset复位,如果复位不掉,查看代码,我这边是0x4550.
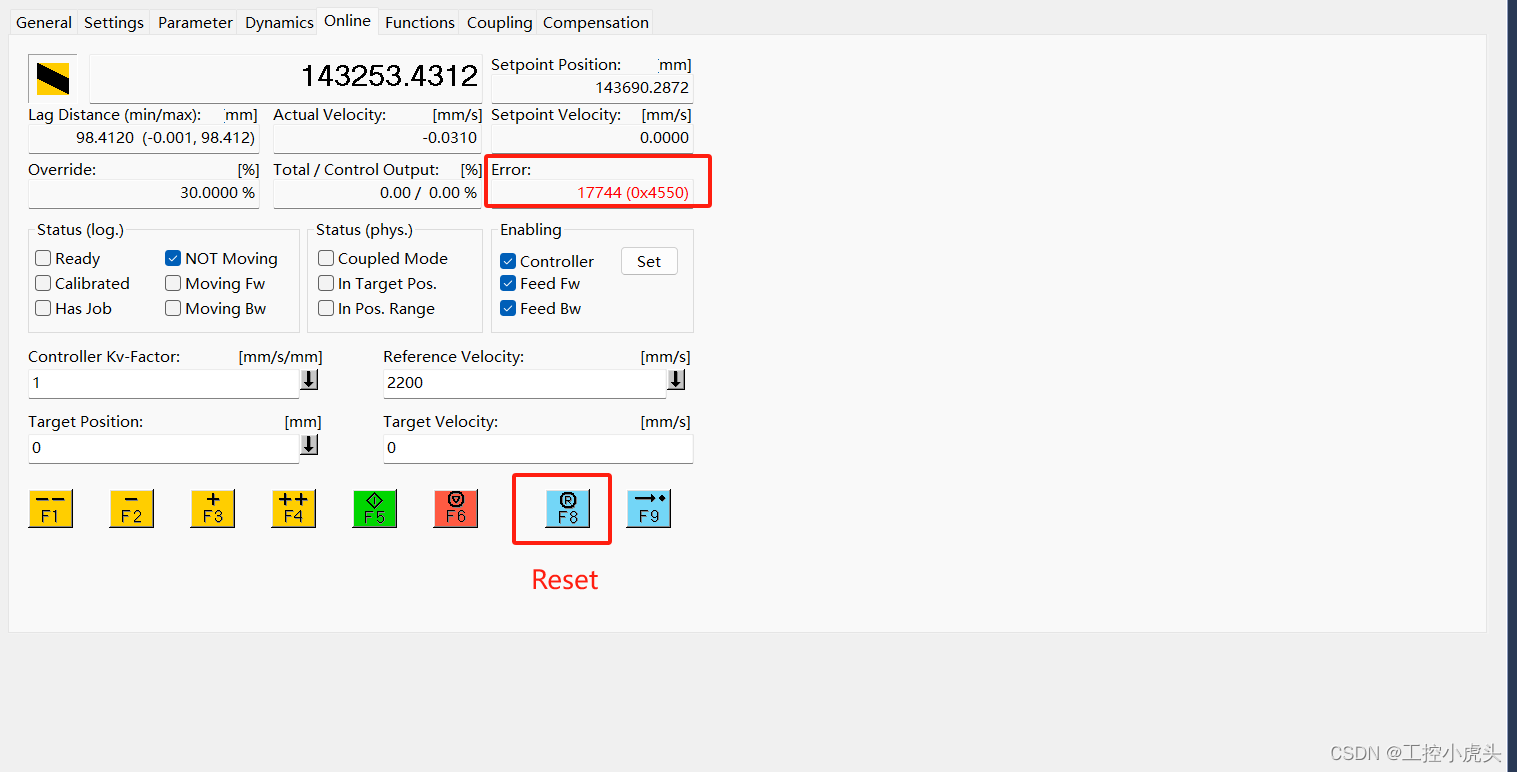
错误代码4550的含义是“监视到位置跟随错误”,原因是因为我们未设置好伺服驱动器的参数。
如果有其他错误,就查找一下相关手册。

在AXIS-1-ENC-Parameters中设置电子齿轮比,我这边测试用的20位的多圈绝对编码器,2^20=1,048,576;360是表示360°。即伺服电机转360°,编码器反馈脉冲是1048576个。设置电子齿轮比后,伺服电机转一圈,位置值即变化360°。
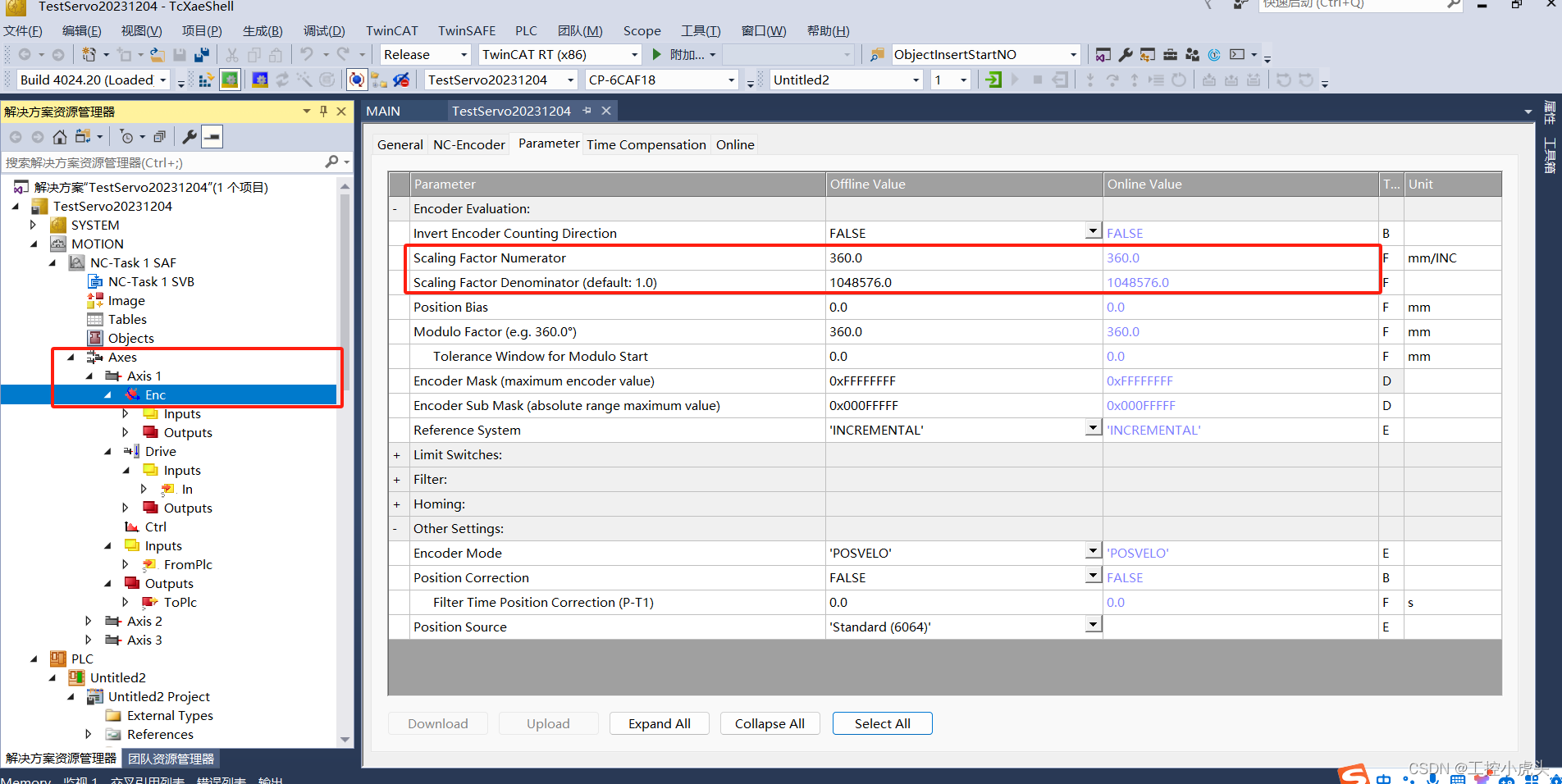
设置完编码起后,就可正常点动了,到此伺服硬件简单配置就完成了。
最后,建议验证伺服电机走一圈,软件机械位移增加的值与实际的机械位移一致。以前遇到有兄弟10米的设备走出20+米的位置,显然是齿轮比设置错误。
总结
本文主要介绍倍福TC3如何配置EtherCAT伺服电机。后续两篇会介绍一下程序控制以及程序形成功能块去控制。



















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









