






一、准备工作:
①安装完毕博途软件
②获取EWM(伊达)厂家的GSD文件和相关说明书;(可以访问伊达官网发邮件获取,亲测可以;因担心侵权问题,本文不提供)
③确认使用的EWM焊机包含:BUSINT X11 工业总线接口
二、摘自官方文档《busint+x11+Phoenix》的基础知识:
BUSINT X11 工业总线接口支持的通讯协议:①InterBus-s 、②CANopen、③CAN DeviceNet、④Profibus DP(模式2是为了和老东西兼容)、⑤Profinet 以及Profinet-LWL(Reis机器人)、⑥EthernetIP(选择开关1用于FANUC机器人)、⑦EtherCAT;
但注意,并不是说这台焊机有BUSINT X11 工业总线接口,就支持全部的通讯协议,一般情况下默认支持Profinet协议,可在焊机上找到描述,如图:
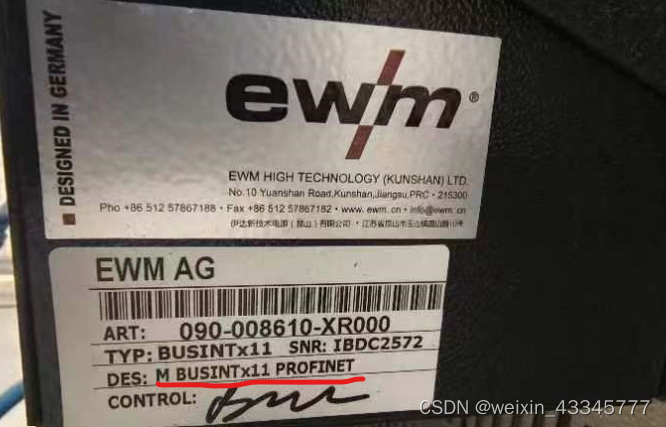
如果,需要其他通讯协议,请在购买焊机时和EWM销售沟通好。
这些总线通讯协议可以控制焊接的相关功能,如:启动/停止焊接、打开/关闭保护气体、打开/关闭清枪气体、选择JOB号、选择程序号;详细功能具体请看附表1
这里解释一下EWM焊机的JOB号,是EWM厂家针对不同焊接材料的工艺号,JOB1到JOB255分别对应不同材质的板材;每个JOB号中可以包含15个程序号,每个程序号中包含具体的一些参数调整,如送丝速度。
三、实施过程
ⅠEWM焊机IP地址设置的3种方法
①通过地址开关设定IP地址(看焊机上有没有)
②通过Anybus Ipconfig软件设定IP地址(由 HMS Networks 提供的一款工具,可自己下载)
③通过Profinet engineering system软件设定IP地址(EWM厂家的软件,可发邮件获取)
Ⅱ博途组态过程(本文使用V17)
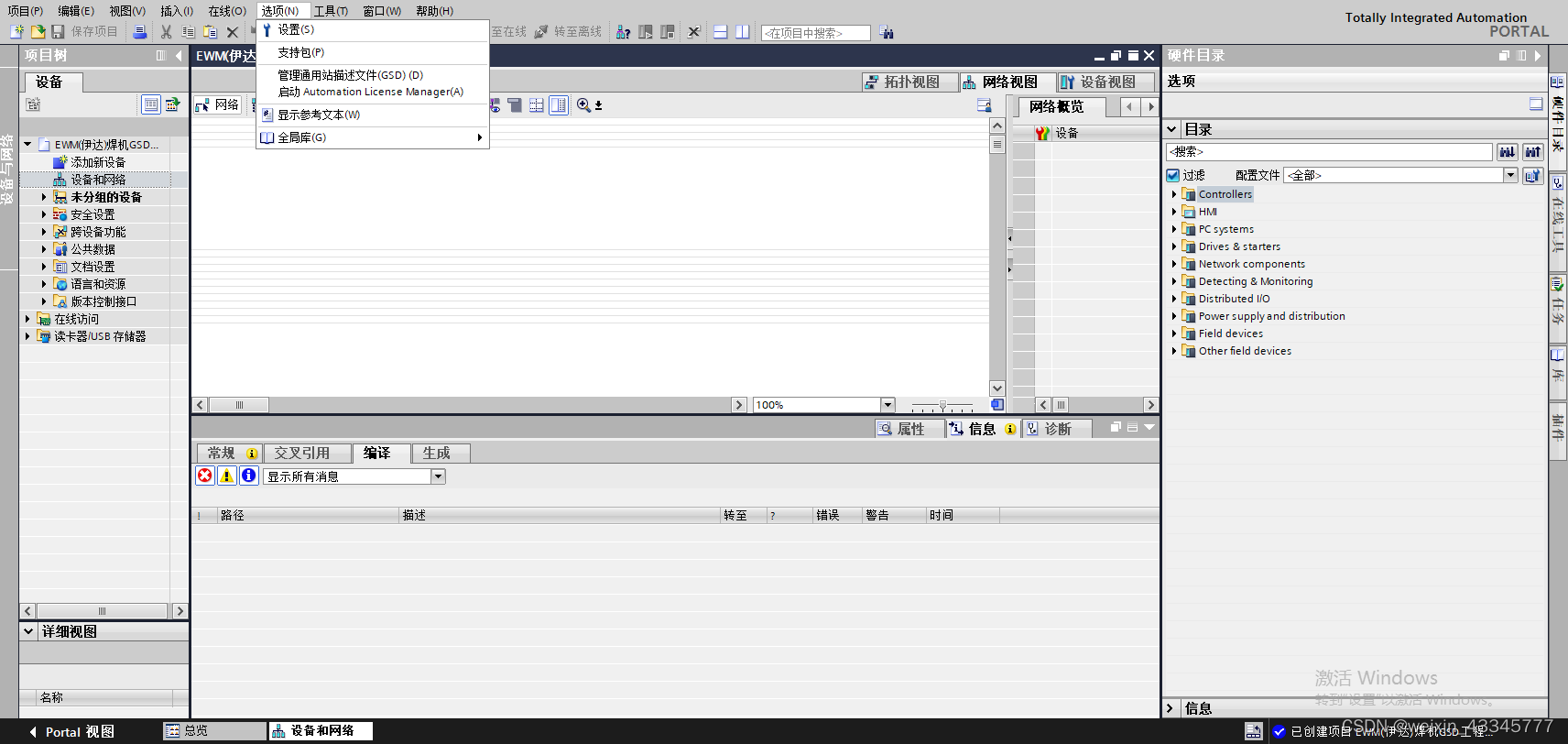
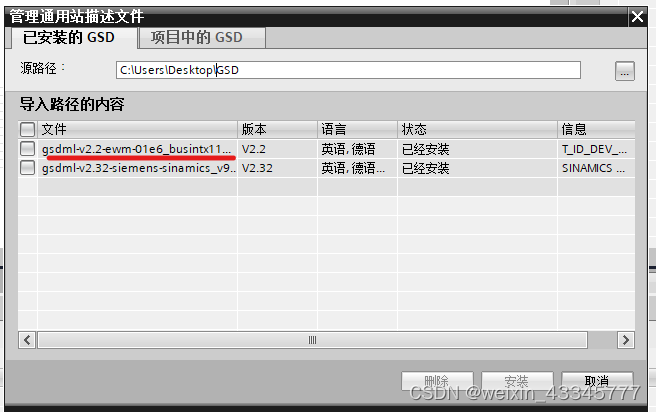
①新建博途工程,点击“选项”里的“管理通用站描述文件”,选择GSD文件所在路径,导入GSD文件,勾选后安装;
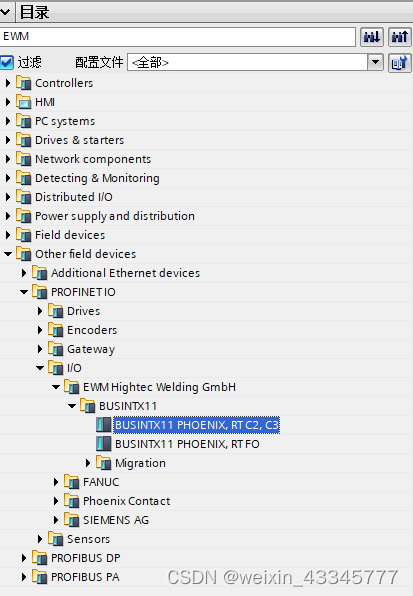
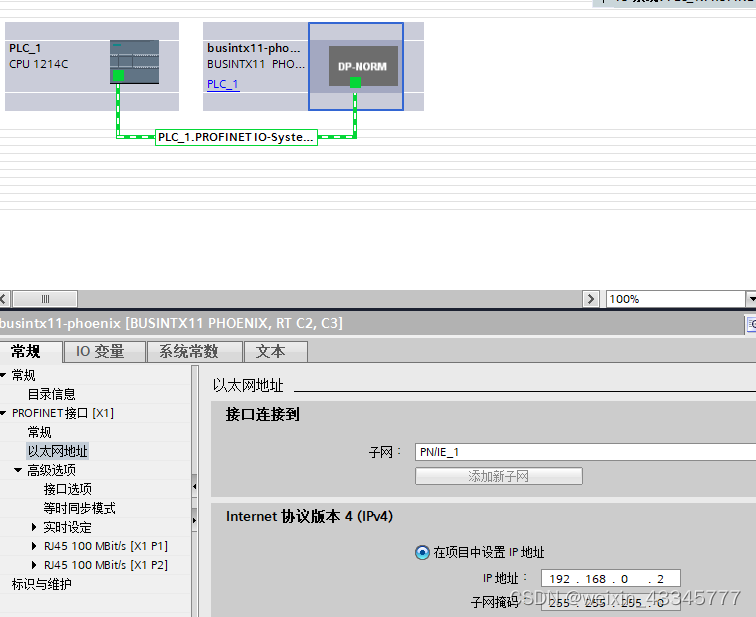
②在硬件目录里,找到EWM控件,选择“BUSINTX11 PHOENIX, RT C2, C3”,设置组态IP地址和EWM焊机实际IP地址一致;
③添加模块,配置Profinet通讯的输入、输出点;按《busint+x11+Phoenix》提供的信息,读数据和写数据分别为7个字(14个字节)的控件;
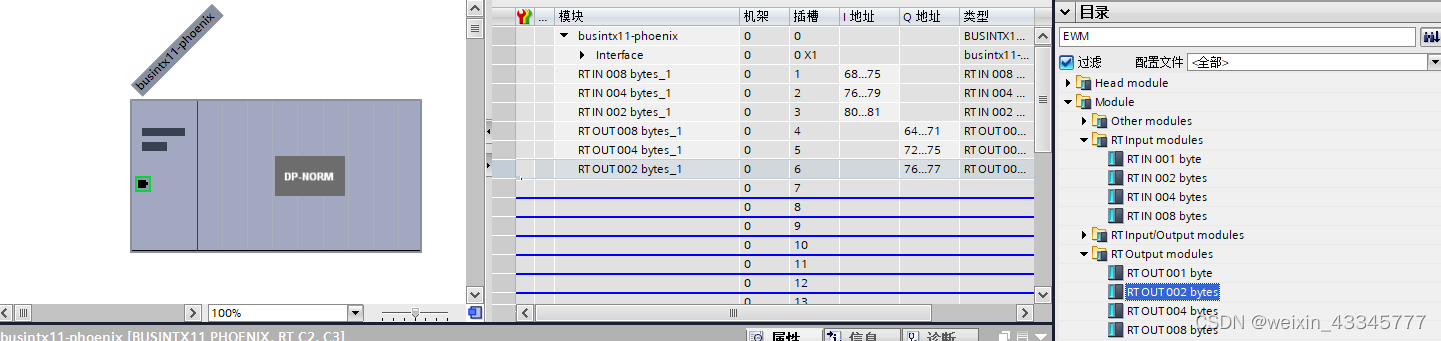
组态完成后,读IB68-IB81;写QB64到QB77,按说明书做好输入输出点注释,如图为例;
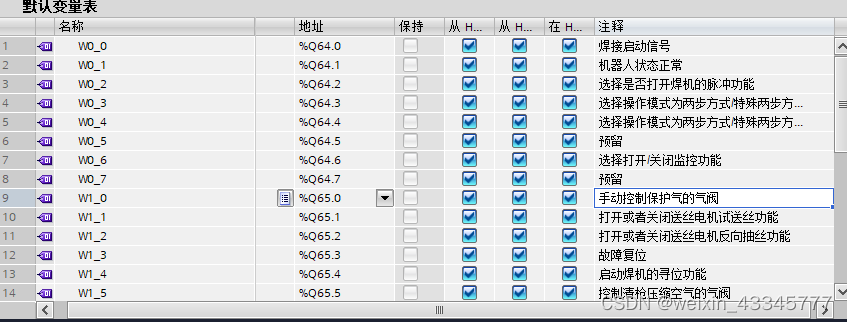
④控制这Q64.1到Q77.7的点位,既可以实现对EWM焊机的控制。I点同理,用于读取焊机反馈的信息。
四、可以提供的资料
①GSD无法提供,但可以提供导入GSD后的博途V17工程文件;
②EWM焊机Profinet通讯数据地址手册,其中有详细的输入输出点功能描述。
在CSDN中搜索“EWM焊机Profinet通讯数据地址手册和博途V17工程文件”,免费提供,发现收费,可私信我更改。
【免费】EWM焊机Profinet通讯数据地址手册和博途V17工程文件资源-CSDN文库
五,附表
表1、PLC可对EWM焊机实现的控制
| 两步方式/特殊两步方式 |
| 常规焊模/脉冲焊模式 |
| 打开/关闭监控功能 |
| 启动/停止焊接程序 |
| 机器人状态正常 |
| 保护气气阀关闭/开通 |
| 清枪压缩空气气阀关闭 /开通 |
| 关闭/打开试送丝功能 |
| 关闭/打开寻位功能 |
| 关闭/打开反向抽丝功能 |
| 1号/2号送丝机工作 |
| 故障复位 |
| 用户自定义输出 |
| 关闭/开启高级JOB参数设定模式 |
| 开启/关闭“焊接模拟”功能 |
| 选取焊接所需的程序号,范围为1-15 |
| 用户自定义输出继电器 K1,K3,K4 |
| 双丝焊主从状态选择 |
| 选择“JOB号” |
| 送丝速度设定 |
| 弧压矫正设定 |
| 动态特性设定 |
表2、PLC获取EWM焊机的反馈信息明细
| 引弧成功信号 |
| 焊机准备完成 |
| 焊丝粘结 |
| 故障信号 |
| 碰撞传感器信号 |
| 主电流信号 |
| 焊接过程指示信号 |
| 故障代码输出 |
| 监控功能输出 |
| 送丝电机监控报警范围 |
| 跟踪信号 |
| 焊接电压 |
| 焊接电流 |
| 送丝速度 |
| 送丝马达工作电流 |


















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









