







Where is the Supply Chain Risk in Your PCB BOM
 Although the electronics supply chain has been recovering through Q1 2023, and inventories for some components (e.g., memory) are in a state of surplus, supply chain professionals and designers should not get complacent. Old problems that may appear to have faded away can rise again, bringing designers back to the same cyclical sourcing challenges.
Although the electronics supply chain has been recovering through Q1 2023, and inventories for some components (e.g., memory) are in a state of surplus, supply chain professionals and designers should not get complacent. Old problems that may appear to have faded away can rise again, bringing designers back to the same cyclical sourcing challenges.
PCB designers and engineers should get into the habit of assessing risk early in the design process as a standard procedure. To do this, component selection choices should proceed with an eye towards the risk associated with a particular component. If the goal is to produce repeatedly over long time periods, then the risk profile for some components can be very different from parts used in one-off board spins.
Components get most of the attention in supply chain management, but there is also the issue of where boards will be produced and assembled. This problem becomes more important than components in some cases because of security concerns, shipping and import costs, delays, and consistency in quality control. We’ll look at the various risk factors involved in moving a design to scale in this article.
Where’s the Risk in Your Bill of Materials?
The bill of materials for a PCBA can include multiple sources of risk, all of which ultimately boil down to cost and sustainability. There is also operational risk surrounding production of the PCBA. These sources of risk can be identified as follows:
Risk in the bare PCB
Risk in the components
Risk in production location
Risk can be hiding in any of these three areas. When we look at things like components, we see a different set of risks related to purchasing and procurement, whereas in the PCB and production we have financial and competitiveness issues. The next sections will look at these three areas in greater depth.
Component Risk
Most design teams and purchasing departments are familiar with risk in component selections. Component shortages occur periodically, and the last major shortage affected everything from home appliances to automobiles. Aside from just identifying components that are likely to experience shortages, it’s imperative to understand why those components might suddenly go out-of-stock so that those parts can be avoided.
Component risk that leads to low/no inventories arises for multiple reasons:
No drop-in replacements - The highest risk components have the fewest (or none) suitable drop-in replacements; this tends to include specialty ASICs and processors.
Popularity - Some components are simply too popular to satisfy all demand.
Everything goes towards allocation - The big buyers are the ones getting allocation from the vendor, while everyone else gets limited access through distributors.
Counterfeiting - Some popular parts become targets for counterfeiting, which creates a need for inspection prior to assembly.
Customs and tariffs - Components that need to be shipped overseas might get stuck in customs for weeks, and they might require significant duties to release for delivery.
Targeting by brokers - Over the past few years, brokers have started targeting the most popular parts by buying out distributor inventories in huge quantities.
To reduce all of these risks, designers have to prioritize which components they must keep in a design and balance these against their inherent risks.

Unfortunately, some components have unique packages, pinouts, and features, and there won’t be any suitable replacements that are fully equivalent. A mix of designs, or a totally different component may be needed if the part can’t be procured in the required quantity. In some cases, essential components available in multiple packages from different vendors can be used to
PCB Risk
While most PCB design software applications do not include the PCB automatically in a BOM, it is a component for a PCBA, and it is subject to risk just like all other components. PCB risk comes in two forms: PCB materials risk and capabilities risk, where the latter is related to the former.
PCB materials risk includes any of the materials being required to build the board. These materials are readily available in different localities, but consignment of materials to a fabrication/assembly house involves shipping and logistics effort, just like any other set of components. Therefore, PCB risk essentially carries a component-level risk profile arising from supplier availability, shipping/import costs, and popularity.

The materials used to build a bare PCB carry their own risks, but it helps to identify suitable alternate materials early.
The difference between PCB materials and components is that IPC has standardized many material systems in their slash sheets under the IPC-4101/IPC-4103 standards. These standards specify materials categories that define suitable material system swaps for use in bare board builds. This is a big factor that reduces the level of risk in a bare PCB build, but only if functionally equivalent materials are properly evaluated before production. It is sometimes the case that materials are not available everywhere, so having a list of alternatives will help ensure a design can still be produced in multiple locations.
Production Risk
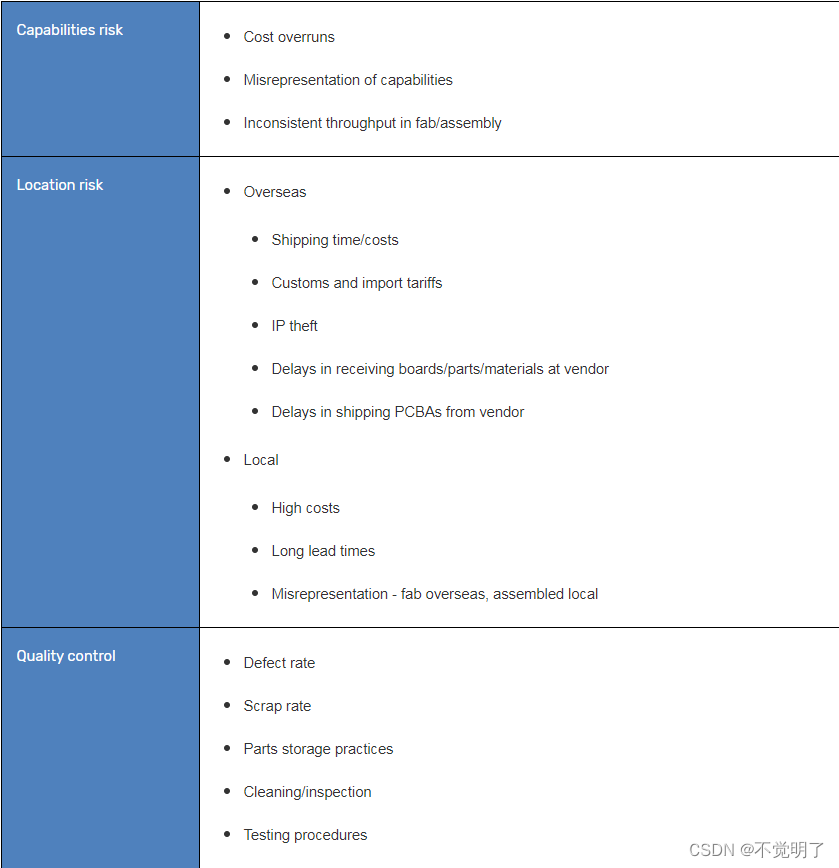
Finally, we have risk in production, which is both a form of financial risk and competitive risk. Although it does not have anything to do directly with the items listed in a BOM, where parts are procured and the logistics involved in getting these to an assembly facility to incur risk. The sources of risk related to production span multiple factors, all relating to the capabilities of the manufacturer, their location, and their level of quality control.
Within each of the categories listed here, there are several risk factors that fit within them. These are outlined in the table below.
Production volumes will have different risk profiles both for the prototype and a lot of PCBs/PCBAs being produced at quantity in a factory. Making the change from prototyping to production shifts the risk profile for a PCBA:
Prototyping - Capabilities risk can be more important as a design is still being qualified, and the team needs to know that the prototype PCBA matches design intent
Low-volume - Risk profile is mixed and depends heavily on where the design is being produced (location risk)
High-volume - Location risk and quality control tend to be more important as production often moves off-shore
If you decide to go off-shore for production, there needs to be some level of vetting before scaling a prototype into high-volume manufacturing. There is also a need for comprehensive evaluation of prototypes to ensure they have the right components, they perform functionally to spec, and the defect/scrap rate is low.
Finally, there are import taxes, tariffs, shipping/logistics costs, and compliance to be included in a production budget. Compliance often drives production to specific locations, such as products covered under export controls and under joint trade agreements. These costs become very important at high volume, while they create a time and scheduling challenge at low volume.
Final Thoughts
In order to make sure production is de-risked and your products can be manufactured sustainably, it’s important for design and purchasing teams to work together to identify sources of risk in a BOM as well as in production.
Devise a purchasing strategy that incorporates production location:
Where are parts being purchased and shipped?
Will this strategy incorporate subject parts and PCBAs to customs or tariffs?
Can inventory be purchased early and held before production?
Think about production volume and schedule:
Can the required parts be procured as part of semiconductor allocation?
Can multiple purchases be scheduled over time (monthly, quarterly, etc.)?
PCBAs can often accommodate substitute parts:
Identify these early and build these into the BOM
Can substitute part stocks be monitored and ordered ahead of fabrication?
Production location may create additional costs
Are overseas production costs outweighed by shipping and import costs?
Can delays be avoided by producing in a closer location?
Can consistent quality control measures be applied across production locations?
A risk mitigation plan should be in place to address this complex mix of risk factors that can create cost overruns and/or defective products.
The last important point to remember around risk management is to not become complacent. During 2023, inventories of many components with authorized distributors have been returning to normal levels, and some components are in a state of surplus. However, shortages occur on a rolling basis and the industry is likely to see a return to sourcing volatility, so make sure to develop a risk mitigation strategy for your assemblies.
When you’re ready to export your assembly data and a bill of materials for your parts, use the industry’s best CAD tools in OrCAD from Cadence to create your PCB design and layout. OrCAD is the industry’s best PCB design and analysis software with utilities covering schematic capture, PCB layout and routing, and manufacturing. OrCAD users can access a complete set of schematic capture features, mixed-signal simulations in PSpice, and powerful CAD features, and much more.

















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









