







目录

GZ007 新材料智能生产与检测赛样题(教师赛)
| 赛项名称 | 新材料智能生产与检测 | 英语名称 | Intelligent production and testing of new materials |
| 赛项编号 | GZ007 | 归属产业 | 新材料 |
| 高职组 | |||
| £学生组 R教师组 £师生同赛试点赛项 | |||
模块一:智能炼铜
按给定原料条件(如表1)完成冶炼。
表1 原料条件
| 类型 | 项目 | 要求 | 备注 |
| 原料/已知条件 | 标准分数 | 100分 | |
| 转炉规格 | 200.00t | ||
| 冰铜品位 | 59% | ||
| 冰铜量 | 200t | ||
| 物料信息 | 1、A冷铜:铜含量95%;冷铜价格1000; 2、A锢铍:Cu含量45%,Fe含量5%,S含量0,Si含量0;锢铍价格1200; 3、A溶剂:SiO2含量85%,溶剂价格500; | ||
| 操作控制要求 | 风量区间 | ≤35000m3/h | |
| 终点成分控制要求 | 渣中铁硅比 | 2.1--2.3 | |
| 目标产量 | 200t | ||
| 粗铜品位区间 | >98.5% |
模块二:金属智能成型
一、说明
- 使用热连轧虚拟仿真技能竞赛软件在1小时内完成热连轧生产前安全检查和先进高强带钢热轧仿真操作。
- 任务完成总分为100分,其中任务一生产前安全检查30分,任务二先进高强带钢热轧操作70分。
二、任务内容
1.生产前安全检查
选手在软件3D虚拟场景中指出故障点,每个故障点1分。故障位置是否正确由评分软件自动评分。
软件包括生产区域安全隐患点、轧机设备故障点、吊运设备安全隐患点、消防隐患点和人员行为安全隐患点等多种类别,如换辊平台地面积水,现场工具摆放混乱,未铺设防滑棉布,弯辊缸上有异物,天车标志缺失,现场指挥人员未佩戴安全帽,未在指定地点摆放灭火器,工作辊锁紧挡板故障,扁头套开裂故障,出口上刮水器故障等。
故障点种类全面,系统内故障点数量不低于40个。考核前抽取各类故障点共20个。每个故障点1.5分,共30分。选手通过插旗标注的方式确认故障点,并需要在15分钟内完成所有故障点的确认和提交。
2.先进高强带钢的热轧仿真操作
选手首先根据软件提示判断钢种及成分,并完成加热规程参数、粗轧和精轧规程参数设置,并在规定时间(45分钟)内操作软件完成给定钢坯的加热、粗轧、精轧、层流冷却和卷取操作过程。
表2 先进高强带钢的热轧仿真操作考核内容
| 类型 | 项目 | 详细说明 | 备注 |
| 产线和原料(已知条件) | 产线型号 | 1580mm | |
| 原料坯尺寸规格 | 230mm*1,230mm*8,800mm(厚*宽*长) | ||
| 原料坯钢种成分 | 钢种牌号:420L |
模块三:质量检测与职业素养
试题1:金相分析
1.利用提供的金相显微图片(图1),依据GB/T 10561 《钢中非金属夹杂物含量的测定标准评级图显微检验法》,评定图片中该试样的非金属夹杂物类型和级别。
2.并结合标准简述制样关键点及判定依据。
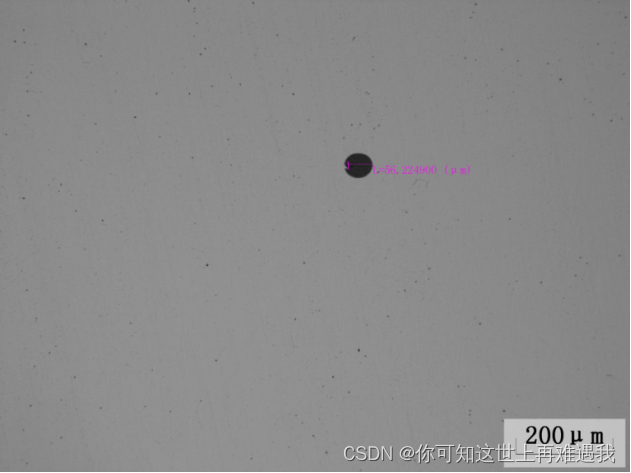
图1金相显微图片
试题2:锂离子电池性能检测
利用电池容量测试仪、电池内阻测试仪,按照操作步骤需完成8支圆柱型电池容量、中值电压、放电平台容量比率和内阻的检测,并完成电池分类和检测报告,总时间240分钟。
1、检查电池外观和测量尺寸;
2、按给定测试条件完成8支电池圆柱型锂离子电池容量、中值电压、放电平台容量比率、容量保持率的检测操作;
3、操作步骤
3.1 测试条件设置
(1)充电方式
以1.0 C电流恒流充电至限制电压4.2V时,转变为恒压充电,截止电流为0.02C,最长充电时间不大于2h,停止充电。
(2)搁置
电池搁置时间5min。
(3)放电方式
以1.0 C电流放电至终止电压2.5V,最长放电时间不大于1.5h。
(4)搁置
电池搁置时间5min。
3.2 安装电池。
3.3 运行程序,测试记录数据。电池在满电状态下,完成8支电池的内阻检测操作。
3.4 结果分析。根据电池测试结果,对8支电池进行A、B级分类。
3.5 完成检测报告。
GZ007 新材料智能生产与检测赛样题(学生赛)
| 赛项名称 | 新材料智能生产与检测 | 英语名称 | Intelligent production and testing of new materials |
| 赛项编号 | GZ007 | 归属产业 | 新材料 |
| 高职组 | |||
| R学生组 £教师组 £师生同赛试点赛项 | |||
模块一:技能模块
利用转炉炼钢智能操作软件实现冶炼操作,共完成2炉钢的冶炼。任务包括“四脱”(脱碳、脱氧、脱磷和脱硫)、“二去”(去气和去夹杂)、“二调整”(调整成分和调整温度)及成本控制。冶炼周期40分钟,出钢温度不高于1680℃不低于1630℃。
1.按给定原料条件和成品钢成分控制范围完成一炉钢的转炉冶炼操作。
表1 铁水条件
| 铁水成分 | 铁水温度(℃) | ||||
| C(%) | Si(%) | Mn(%) | P(%) | S(%) | |
| 4.55 | 0.20 | 0.26 | 0.10 | 0.016 | 1310 |
表2 成品钢成分控制(Q460)
| 项目 | C(%) | Si(%) | Mn(%) | P(%) | S(%) | 温度 |
| 成分范围 | 0.14-0.18 | 0.30-0.50 | 1.35-1.55 | ≤0.025 | ≤0.015 | |
| 目标值 | 0.16 | 0.4 | 1.45 | ≤0.020 | ≤0.015 | |
| 终点控制 | 0.03 | ≤0.018 | 1660±10 |
表3 成品钢判废标准
| 超这个上限判废 | |||
| C(%) | Si(%) | Mn(%) | P(%) |
| 0.20 | 0.60 | 1.7 | 0.030 |
2.按给定原料条件和成品钢成分控制范围完成一炉钢的转炉冶炼操作。
表4 铁水条件
| 铁水成分 | 铁水温度(℃) | ||||
| C(%) | Si(%) | Mn(%) | P(%) | S(%) | |
| 4.35 | 0.60 | 0.54 | 0.09 | 0.015 | 1350 |
前半程的原料配比、加料操作、枪位操作软件系统会自动按下表中给定的数
据和时间完成,其它操作按正常流程进行。后半程选手根据炉况自行完成,操作
得分视效果给予评分。
操作要求:1)每次枪位调整幅度不得大于200mm;
2)进入吹炼中期以后,矿石的加入量每批不超过800kg。
本炉冶炼不允许加入萤石。
表5 原料配比
| 铁水量t | 轻废钢t | 重废钢t |
| 120 | 8 | 12 |
表6 造渣材料数量
| 石灰kg | 白云石kg | 镁球kg | 铁矿石kg | |
| 第一批料 | 2000 | 1000 | 800 | 2000 |
| 第二批料 | 700 | |||
| 第三批料 | 700 |
表7 操作要求
| 吹炼时间 | 枪位mm | 加料 |
| 开吹 | 2200 | --- |
| 15秒 | 2000 | 加入第一批料 |
| 3分30秒 | 1900 | 加入第二批料 |
| 4分0秒 | 1900 | 加入第三批料 |
| 4分1秒起根据炉况自行操作 | ||
表8 成品钢成分控制(16Mnl)
| 项目 | C(%) | Si(%) | Mn(%) | P(%) | S(%) | 温度 |
| 成分范围 | 0.12-0.20 | 0.30-0.55 | 1.20-1.60 | ≤0.04 | ≤0.04 | |
| 目标值 | 0.16 | 0.4 | 1.4 | ≤0.02 | ≤0.02 | |
| 终点控制 | 0.03 | ≤0.02 | ≤0.02 | 1660±10 |
表9 成品钢判废标准
| 超这个上限判废 | |||
| C(%) | Si(%) | Mn(%) | P(%) |
| 0.2 | 0.55 | 1.60 | 0.04 |
模块二:理论机试(见题库)
模块三:检测操作
利用电池容量测试仪、电池内阻测试仪,按照操作步骤需完成8支圆柱型电池容量,容量保持率和内阻的检测,并完成电池分类和检测报告,总时间240分钟。
1、检查电池外观和测量尺寸;
2、按给定测试条件完成8支电池圆柱型锂离子电池容量、容量保持率的检测操作;
3、操作步骤
3.1 测试条件设置
(1)充电方式
以1.0 C电流恒流充电至限制电压4.2V时,转变为恒压充电,截止电流为0.02C,最长充电时间不大于2h,停止充电。
(2)搁置
电池搁置时间5min。
(3)放电方式
以2.0 C电流放电至终止电压2.75V,最长放电时间不大于1h。
(4)搁置
电池搁置时间5min。
3.2 安装电池。
3.3 运行程序,测试记录数据。电池在满电状态下,完成8支电池的内阻检测操作。
3.4 结果分析。根据电池测试结果,对8支电池进行A、B级分类。
3.5 完成检测报告。



















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











