






作为智慧能源领域的领军企业,科士达一直把卓越的制造能力作为核心能力来打造和提升,高端品质必须由高端技术和高端制造来保证。
伴随着工业 4.0 和中国制造 2025 时代的到来,智能制造和数字工厂离我们越来越近,这日益成为制造业转型升级的方向和抓手。科士达在打造智能制造能力方面前瞻规划,分步落实,依托沉淀多年的领先技术、先进工艺、高端制造和科士达人对品质和质量的追求,形成了科士达智能工厂的管理信息化、生产精益化设备智能化、质量数字化的四个现代化。
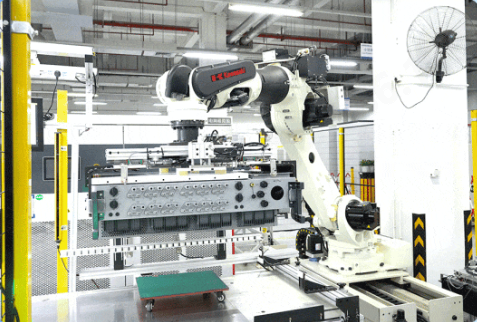
设备智能化
设备智能化是数字工厂的基础。科士达投入大量资源对现有设备进行智能化升级改造,并将关键设备与MES系统无缝集成,实时获得设备运行数据,大幅提升生产效率和直通率,降低劳动强度,提高产出比。
目前科士达智能工厂拥有六轴工业机器人、自动化包装、自动化螺丝机、自动化端子加工机、物流转运AGV 设、3D AOI、自动化测试ATE等智能化装备,先进的设备是科士达对客户的尊重和庄严承诺。

设备智能化
科士达通过“精益生产”和“智能制造”两个抓手打造数字化工厂。
“精益生产”主要体现在,引入先进管理技术,大大提升科士达生产管理水平,获得客户的高度认可。如精益管理 LM、现场管理 7S、全面可视化 TVS、全员持续改善 QCC、全面生产维护 TPM、全面质量管理 TOM、全员安全生产管理等。
“智能制造”主要体现在,通过自动化和智能化的双融合,为科士达构筑坚实的智能制造底座。如生产执行系统 MES、自动化生产设备等。
设备智能化
科士达通过“精益生产”和“智能制造”两个抓手打造数字化工厂。
“精益生产”主要体现在,引入先进管理技术,大大提升科士达生产管理水平,获得客户的高度认可。如精益管理 LM、现场管理 7S、全面可视化 TVS、全员持续改善 QCC、全面生产维护 TPM、全面质量管理 TOM、全员安全生产管理等。
“智能制造”主要体现在,通过自动化和智能化的双融合,为科士达构筑坚实的智能制造底座。如生产执行系统 MES、自动化生产设备等。
质量数字化
通过导入QMS 系统,科士达实现了从供应商送料、来料、IQC、材料入库、工单发料、半成品入库、成品入库等全过程的条码管控,利用条码进行全员、全面、全流程的质量追踪,实现了原材料、半成品产成品“质量可靠、过程可控、结果可溯”的质量管理目标。
区别于常规的“拦截”为主的管控模式,科士达已经步入“预防+拦截”的阶段,质量活动从被动转向主动,大大提升了质量管理水平,为高端客户、高端品质提供了系统和体系保障。

科士达将始终坚持以客户为中心,持续提升制造能力,打造卓越供应链,向客户提供优质产品和服务。作为智能制造的践行者,科士达将积极创新,勇于变革,夯实智能制造底座,助力“中国制造向中国智”造的转型”,为“数字中国”的建设做出应有的努力和贡献。















 792
792

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









