









绪论
机床的经济型数控化改造主要解决的问题
第一,必须对生产线以及机床已有功能进行恢复,同时及时修复两者存在的故障。
第二,需要将数控系统安装到机床中,如此便能够获得数控机床。
第三,通过改造、加工电气以及机械部分,对那些已经和生产需要不符的系统进行更新,从而得到更高的精度,并使效率也得到显著提升,如果CNC系统和具体生产要求不符,那么就必须对此系统进行更新令其和生产要求相符。
第四,在已有基础上,通过创新技术和工艺来令改造水平得到进一步提升。
CA6140卧式车床主要技术规格
2.1CA6140参数
通过对 CA6140车床进行分析能够发现,该车床由诸多部件构成,例如床身以及卡盘等等。其主轴是通过交换齿轮箱来达到变速目的的,而三相笼型异步电机便是它的主轴电机,它的进给运动指的是刀架能够对刀架进行带动,令其产生直线运动,此时主轴电机形成的动力会通过挂轮箱向进给箱传递,此时刀具便能够展开两类运动,这两类运动首先是横向运动;其次是纵向运动。
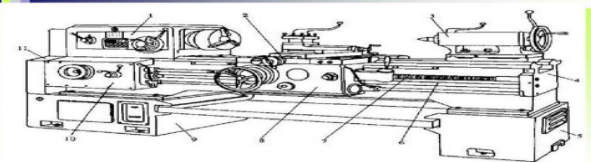
图 1CA6140车床外形图
1-主轴箱;2-刀架;3-尾座;4-床身;5、9-床腿;6-光杠;7-丝杠;8-溜板箱;10-进给箱;11-挂轮
通过对CA6140型卧式车床进行分析能够发现,其技术参数为:
刀架和床的最大工件回转直径分别为毫米、毫米
棒料直径最大值为毫米
最大工件长度(第二主参数,mm) 750,1000,1500,2000
最大加工长度/mm 650,900,1400,1900
主轴转速范围(r/min) 正转 10~1400(24级)
反转 14~1580(12级)
进给量范围/(mm/r) 纵向 0.028~6.33(共64级)
横向 0.014~3.16(共64级)
标准螺纹加工范围 公制 t=1~192mm(44种);
英制 a=2~24牙/in(20种);
模数制 m=0.25~48mm(39种);
径节制 DP=1~96牙/in(37种)
伺服系统选择
通过对数控机床伺服进给系统进行分析能够发现,此系统主要由三类部件构成,首先是伺服驱动装置;其次是机械传动机构;最后是执行机构。它不但能够对接收系统发送的位移、速度信号进行接收,同时拥有放大以及转换功能,通过对多个执行部件例如机械传动结构等便可以完成进给操作。
如果对伺服系统进行分类能够发现,此系统主要可以分为三类,具体如下:
首先是开环伺服系统,这一系统的驱动元件主要有两个,一是步进电机;二是即液压脉冲马达。能够发现,此伺服系统并没有复杂的结构,操控起来也并不困难,但是它的精度不高,通常在经济型数控机床中十分适用。
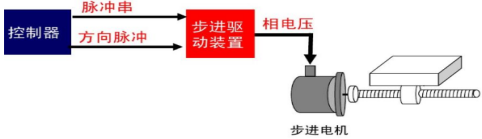
图 2开环系统
其次是闭环伺服系统,这一伺服系统拥有反馈测量装置,所以它的精度也很高,虽然系统转动链在运行不可避免地会出现一些误差,但是在环里的各元件以及运动会对这一误差进行补偿,从而使得其最终的精度依旧很高。
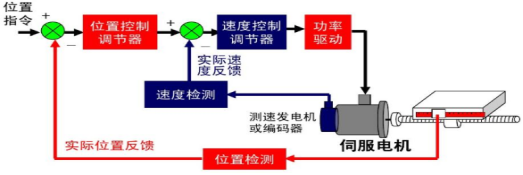
图 3闭环系统
半闭环系统和闭环系统的控制结构是一致的,但是它存在的误差却并未获得补偿,所以和前一伺服系统相比,它的精度并不高。
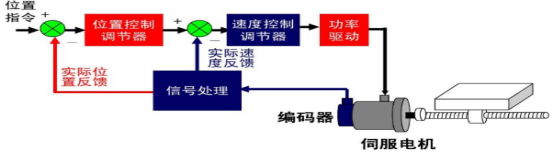
图 4半闭环系统
经过对比考虑到经济型的数控化改造,为了令改造成本大大下降,同时系统结构也不会那么复杂,所以此处选择的伺服系统为开环伺服系统。
主传动和进给传动的数控化改造
4.1主传动
为了令车床的有级变速目的得以实现,本文选择了YD系列三相异步电动机作为主传动,其生产者是浙江超力电机企业,该电动机拥有诸多优点,例如并没有较大振动和噪音,但是却拥有较高效率等等。采用F1000-g0075t3b交流变频器实现车床无级变速。配备7.5kw电机。制造商为烟台汇丰电子有限公司。
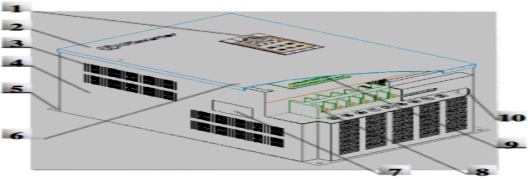
图 5变频器
一般来说,如果想要对改造成本以及工作量进行减少,可以在改造时对两类结构进行保留,这两类结构首先是可变操作机构;其次是传动机构。要想令系统自动化程度得以提升,同时令其能够自动对转速进行调整,可以通过交流变频器来对主轴电机无级变速进行控制。通过对CA6140卧式机床进行分析能够发现,其主传动能够向主轴传输电机的两类信息,这两类信息一是扭矩;二是转速,如此便可以对工件进行驱动,令其根据各自所需转速旋转起来。通常车床的主传动不但能够对加工效率产生影响,还会对加工精度产生影响,为了令加工期间电机转速不会受到栅极电压等的变化的影响,从而降低加工精度,所以在设计期间将交流异步电机变频调速系统安装到了主轴中。
为了使车床具有切削螺纹的能力,主轴上增加了一个螺纹编码器,此时车床和脉冲发生器的旋转速度便能够保持一致。而在安装主轴脉冲发生器时,需要利用原CA6140车床的33/33以及58/58齿轮来将主轴驱动转到该车床的挂轴x上。拆下悬轮腾出空间,安装脉冲发生器并用法兰盘固定。
要想令加工效率得到提升,就可以选用型号为KD11250的电动卡盘作为设计中需要的电动卡盘,然后通过数控系统来控制卡盘的松开、夹紧。
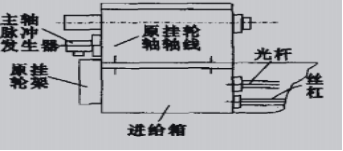
图 6脉冲发生器安装图
硬件电路所需功能
首先是接收功能,主要包括对键盘数据的接收,以及对五类信号的接收,这五类信号分别来自电动刀架刀位、电动卡盘夹紧、主轴脉冲发生器、操作面板以及车床限位开关。
其次是控制功能,具体而言,第一,对LED显示进行控制;第二,对多速电动机进行控制;第三对交流变频器进行控制;第四,对z向以及向伺服电机驱动器进行控制;第五,对主轴停止以及正转反转进行控制;第六,对电动刀架自动选刀进行控制;第七,对电动卡盘松开、夹紧进行控制;第八,对冷却泵的启停进行控制。
最后是交互功能,和PC进行串信交互。
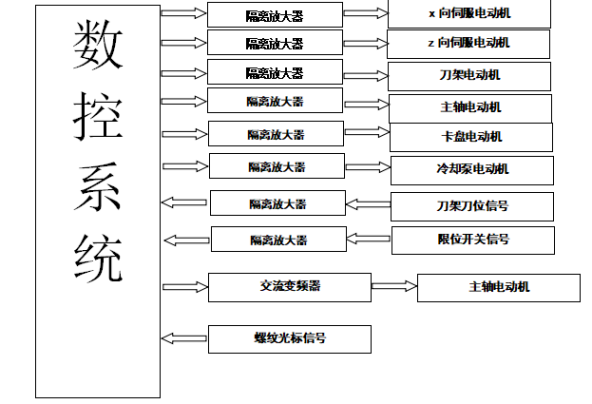
图 12硬件功能
地址
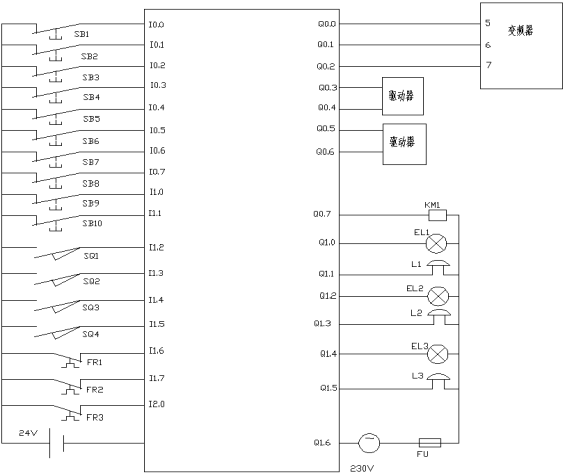
图 13IO地址接线图
结论
CA6140卧式车床的数控化改造提高了旧机床的加工精度、生产效率和自动化程度,根据我国情况,投入的成本少,见效快,大大提高了我国企业在市场上的竞争力和生存率,具有很高的推广价值。在本次毕业设计锻炼了我们的动手能力和独立思考的能力。本次设计我们尽力将课堂所学的知识运用在这次毕业设计当中。经过不断的修改,使CA6140卧式车床加工精度、生产效率和自动化程度显著提高。


















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









