









摘 要
CA6140型车床是车床中使用最广泛的一种[1],它具有以下特点:机床刚性好,抗振性能好,可进行高速强力切削和重载荷切削;机床操纵手柄集中,安排合理,是工人操作最频繁的部件[2];机床具有加工的精度高,表面的粗糙度小,操作方便等。
现在已有卧式车床溜板箱孔系精加工工序的效率较低。针对这一问题,对溜板箱箱体的内孔加工工艺和加工溜板箱箱体内孔时定位夹具设计及改进。
本次的设计首先进行零件图纸的分析,确定零件的加工顺序,其次选择一个较为合理的加工方案,并对加工路线进行程序编制。在其次通过加工方案进行工装设计。最后实物的加工制作。
本次设计能有效的提高溜板箱孔的加工效率,提高现实生活中溜板箱的加工效果,具有研究意义。
关键词:CA6140溜板箱;工艺规程设计;夹具设计;机械加工;
零件分析
1产品分析
如图2.1所示:此图是机床工作时的工作简图,电动机提供动力,通过皮带轮带动传递给床头箱,床头箱控制主轴的转动,主轴转动带动工件做旋转运动,同时床头箱通过丝杠、光杠将动力传给溜板箱,而溜板箱将光杠、丝杠传给的动力变旋转力为直线力带动溜板箱底下装的刀架进行移动,由刀架上的刀具对加工的零件进行切削加工。
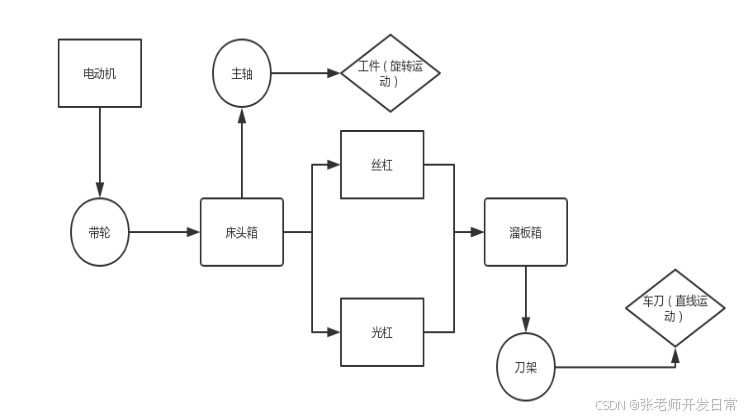
图1
溜板箱箱体工艺分析
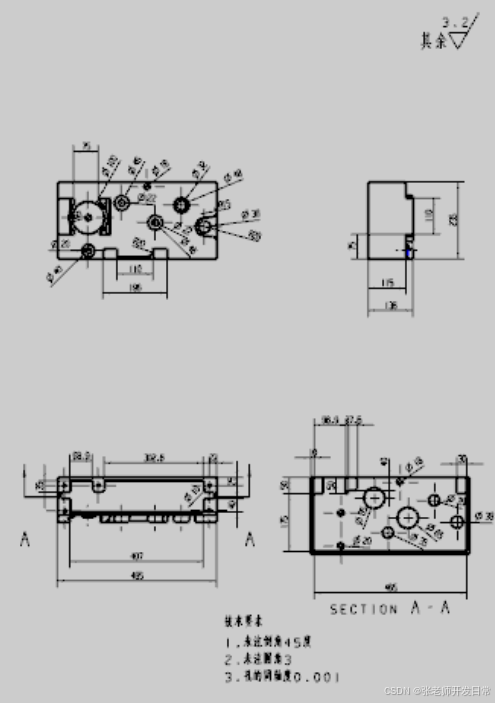
图2
根据初步制定的加工工艺路线,可以绘制出如图3.2的加工工艺路线路线图,该路线图可以有效的让我们理解加工工艺的主要的工作以及加工工艺流程。
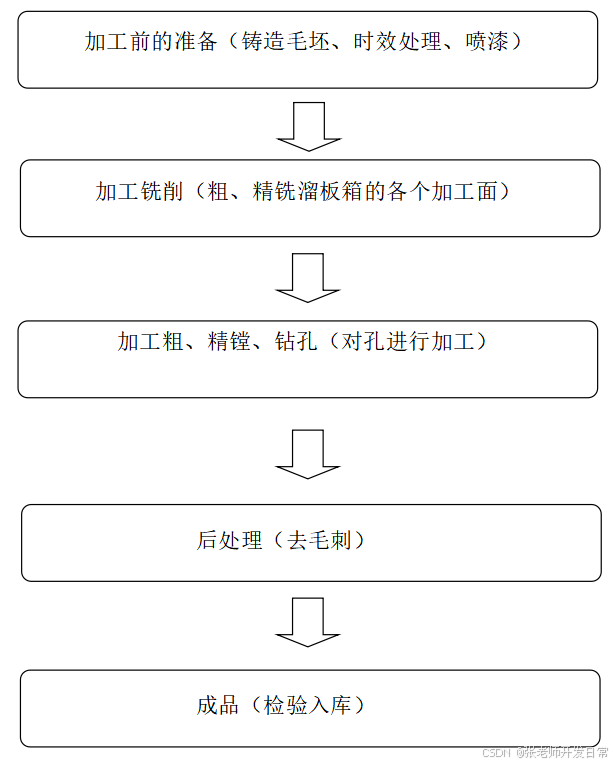
1路线图
夹具设计
夹具的分类:夹具可分为:车床夹具,铣床夹具,钻床夹具,镗床夹具,齿轮机床夹具,数控机床夹具,自动机床夹具[16]。
六点定位原理:用六个合理分布的支承点限制工件的六个自由度,使工件在夹具中占据正确的位置,称为六点定位原理,用以描述工件不确定性的x、y、z和x、y、z称为工件的六个自由度[17]。如图1所示
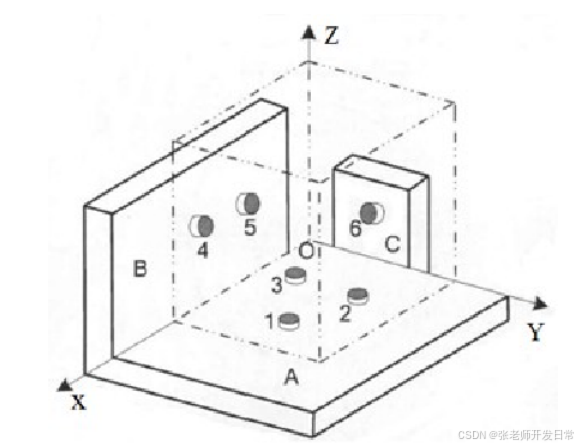
图 1 工件六个的自由度
结 论
本次设计是CA6140溜板箱加工工艺以及工装夹具设计,针对溜板箱孔系精加工工序的效率一般较低这一问题,对溜板箱箱体的内孔加工工艺和加工溜板箱箱体内孔时定位夹具设计及改进,并绘制溜板箱的零件图,选择毛坯,绘制毛坯图,确定零件的加工工艺。
(1)提高了溜板箱精加工工序的效率。
(2)对溜板箱箱体内孔时定位夹具设计及改进。
(3)提高现实生活中溜板箱的加工效果。
本次设计是CA6140溜板箱加工工艺以及工装夹具设计虽然在一定程度上改进了溜板箱加工上的的问题,但随着社会的发展,车床的数控化已成普遍,加工方法的多样化,溜板箱的加工还会有新的加工方法以提高其加工效率。

















 583
583

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









