



电子电器行业以其技术密集型、创新快速化、产业链冗长、重资产运营的鲜明特点,正面临巨大的转型压力与机遇。数字化转型不再是可选项,而是提升效率、保障交付、控制成本、实现可持续发展的必然选择。基于行业痛点,本方案聚焦计划排产、仓库管理、质量管理、设备管理、能源管理及安全生产等生产运营核心环节,提供具体的数字化转型路径。
一、 智能计划与动态排产:响应市场,保障交付
行业痛点:
电子产品升级换代快,客户需求复杂多变,多品种小批量生产成为常态。传统计划模式无法有效集成供应、生产、物流数据,导致排产不科学、交付周期长、资源利用效率低。
解决方案:构建智能计划排产系统
实现方式:
1. 数据集成与实时监控:打通ERP、制造执行系统、仓库管理系统及供应商数据,实时监控物料库存、设备状态、人员产能等生产要素。
2. 多约束条件智能优化:基于AI算法,综合考虑订单交期、工艺路径、设备能力、物料供应、换线时间等多重约束,自动生成最优排产方案。
3. 动态响应与异常调度:当出现插单、设备故障、物料延迟等异常时,系统能快速模拟影响,自动推荐调整方案,动态重排生产计划,最大限度减少扰动。
核心价值:
快速响应市场:缩短订单交付周期,提升客户满意度。
提升资源利用率:最大化设备、人力效率,降低生产成本。
增强供应链韧性:实现科学决策,有效应对不确定性。

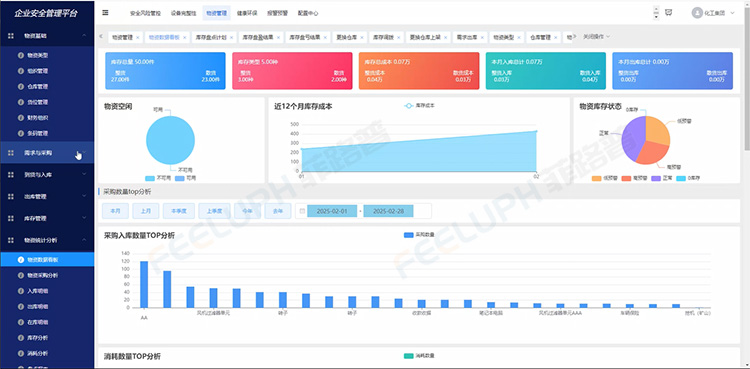
二、 智能仓储管理:打通物流,透明高效
行业痛点:
原材料、零配件及成品品类众多,管理复杂。传统依赖人力的仓库模式效率低下、差错率高、库存不准,影响生产节拍和订单发货。
解决方案:建设智能化仓储管理系统
实现方式:
1. 物联感知与自动化:应用条码/RFID、NFC等技术和设备,实现物料入库、拣选、盘点及出库数字化管理。
2. 库存精细化管理:系统实时更新库存数据,实现库位精准管理、批次追溯、先进先出自动控制,并设置安全库存预警。
3. 联动协同:仓库管理系统与制造执行系统、智能计划排产系统无缝集成。生产工单可自动触发备料需求,自动导引运输车实现物料自动配送至产线工位,形成"信息流"与"实物流"的闭环。
核心价值:
提升物流效率:大幅降低人工作业强度和差错率,加速物料周转。
实现库存精准化:降低库存资金占用,避免产线待料。
支持柔性生产:为高效、灵活的生产模式提供坚实的物流保障。
三、 智能化质量管控:数据驱动,持续改善
行业痛点:
品质问题多发且反复,缺乏有效的监控与分析工具,质量知识难以沉淀,客户端质量问题追溯困难,导致质量成本居高不下。
解决方案:构建全流程质量管理系统
实现方式:
1. 全过程质量数据追溯:通过IoT技术集成各类检测设备,汇集来料检验、过程检验、成品检验全环节数据,建立产品全生命周期质量档案。
2. 质量根因分析与预测:利用统计过程控制和大数据分析技术,监控过程能力指数,深度挖掘质量缺陷与工艺参数、设备状态、环境因素之间的关联,预测质量风险,实现事前预防。
3. 知识库构建:将质量问题的分析、处理方案沉淀为结构化知识库,形成“异常-分析-措施-验证”的闭环管理,避免问题重复发生。
核心价值:
提升产品质量:降低不良率,减少客户投诉。
降低质量成本:减少返工、报废和售后成本。
沉淀质量知识:形成企业核心的质量数据资产。
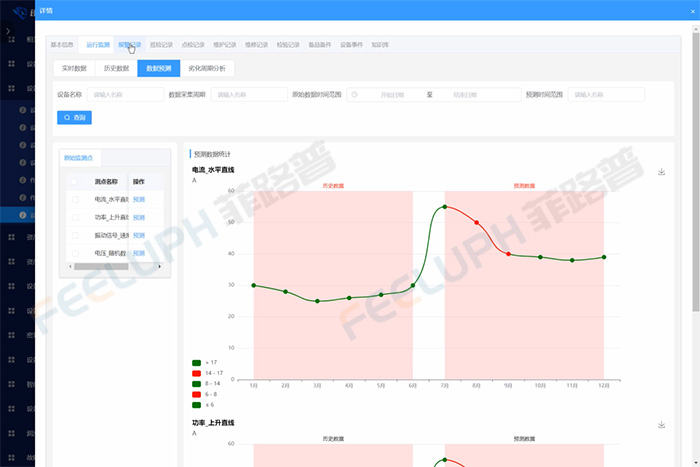
四、 预测性设备维护:保障生产,降本增效
行业痛点:
自动化设备繁多,维护依赖老师傅经验,故障维修不及时导致非计划停机时间长,严重影响生产进度和设备综合效率。
解决方案:实施预测性设备健康管理
实现方式:
1. 设备联网与数据采集:为关键设备加装传感器,实时采集振动、温度、电流等运行参数。
2. 数字孪生与模型构建:建立设备数字孪生模型,基于历史数据和AI算法(如机器学习)构建故障预测模型,精准评估设备健康状态。
3. 预测性维护预警:系统自动预警潜在故障,并推荐维护方案(如更换何种备件),变“事后维修”为“事前预防”。
4. 知识库与闭环管理:构建设备故障知识库,记录维修过程与解决方案,辅助维修人员快速决策,形成维护闭环。
核心价值:
减少非计划停机:保障生产连续性,提升设备综合效率。
延长设备寿命:优化维护策略,降低备件库存和维修成本。
降低对人的依赖:将老师傅经验转化为企业数字资产。
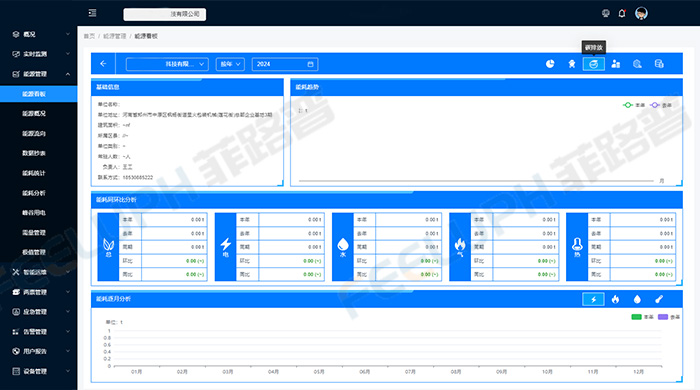
五、 能效数智化管理:绿色生产,降低成本
行业痛点:
耗能设备多,能耗数据采集困难,缺乏有效的分析和优化手段,用电成本高昂,不符合绿色制造发展趋势。
解决方案:建设企业能源管理系统
实现方式:
1. 智能计量与全景监测:部署智能电表、水表、气表等,实时采集全厂、车间、产线乃至重点设备的能耗数据,通过能流图进行可视化监控。
2. 能耗建模与诊断分析:建立综合能耗模型,对标行业标杆,进行能效诊断和节能潜力分析,精准定位高耗能环节。
3. 优化控制:将能耗数据与生产计划、设备运行参数联动,通过AI算法动态优化设备启停、温度设定等参数,实现节能运行。
核心价值:
降低能源成本:显著减少电、水、气等能源费用。
实现绿色制造:降低碳排放,提升企业社会形象与合规性。
辅助生产决策:将能耗作为一项重要成本因素纳入生产调度。
六、 智能化安全管理:主动预防,本质安全
行业痛点:
传统安全管理高度依赖人工巡查、纸质记录和事后追溯,难以实时发现潜在风险,响应滞后,管理效率低,存在大量安全隐患。
解决方案:构建智慧安全管理系统
实现方式:
1. 智能感知与实时监控:在危险区域、关键设备点位部署AI视觉摄像头、物联网传感器(如烟感、温感、气体泄漏检测、设备急停状态监测),7x24小时不间断监控人员作业行为、设备安全状态及环境参数等。
2. 主动预警与智能干预:利用AI算法实时分析视频流和传感器数据,自动识别不安全行为(如未佩戴安全帽、闯入危险区域)、设备安全装置异常(如防护罩被打开)及环境风险(如烟雾、明火、泄漏),并立即触发声光报警、短信推送或自动联动设备停机。
3. 风险数字化管理与闭环:建立安全风险电子台账,对隐患排查、整改、复查全过程进行线上流程化管理,确保每一个风险点都可追溯、可量化、可考核。系统自动生成安全报告和风险趋势分析。
4. 应急指挥与虚拟演练:集成视频监控、报警系统和应急资源信息,在发生紧急事件时,快速启动应急预案,实现一键通知、资源调度和可视化指挥。进行安全培训和应急演练,提升人员应急处置能力。
核心价值:
从事后追溯向事前预防转变:实现安全风险的主动发现和智能预警,将事故消灭在萌芽状态。
提升安全管理效率:替代大量人工巡查和纸质记录工作,使安全管理流程标准化、数字化、可视化。
构建本质安全环境:通过技防+人防+物防的深度融合,打造全天候、无死角的安全防护体系,保障员工生命和企业财产安全。

总结
电子电器行业的数字化转型是一项围绕数据驱动的核心系统工程。通过部署智能计划排产、仓库管理、质量管理、设备健康管理、能源管理及智慧安全管理等一系列工业软件,并实现各系统间的深度融合,企业能够构建一个透明、高效、柔性、智能且安全的数字化工厂。这不仅直接解决了计划、仓储、质量、设备、能源、安全等环节的具体痛点,更是企业应对快速变化的市场、提升核心竞争力的终极战略。转型成功的关键在于顶层设计、数据贯通和持续迭代,最终实现从"制造"到"智造"的飞跃。


















 1618
1618

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











