






信捷PLC7轴伺服插补联动XD5-48T6-E做的7轴联动设备,具备牵引示教功能,用PLC做配方,喷涂机程序。 包括PLC和触摸屏程序, 中文详细注释
最近在做一个7轴联动设备的项目,用的是信捷PLC XD5-48T6-E,搭配7轴伺服插补联动,还带牵引示教功能。这个设备主要是用来做喷涂的,所以程序里涉及到不少配方管理和运动控制的部分。今天就来聊聊这个项目的实现过程,顺便贴点代码,分享一下经验。
首先,7轴联动听起来很酷,但实现起来其实挺复杂的。每个轴的运动都要精确控制,还得协调好它们之间的插补关系。信捷PLC的插补功能还算给力,但前提是你得把参数调好。下面是一段插补控制的代码:
LD M100 // 启动插补
MOV D100 K1 // 设置轴1的目标位置
MOV D101 K2 // 设置轴2的目标位置
MOV D102 K3 // 设置轴3的目标位置
MOV D103 K4 // 设置轴4的目标位置
MOV D104 K5 // 设置轴5的目标位置
MOV D105 K6 // 设置轴6的目标位置
MOV D106 K7 // 设置轴7的目标位置
CALL P100 // 调用插补子程序
这段代码主要是设置每个轴的目标位置,然后调用插补子程序。M100是启动信号,D100到D106是各个轴的目标位置。插补子程序P100会根据这些位置计算出每个轴的运动轨迹,确保它们同步到达目标位置。
接下来是配方管理部分。喷涂机需要根据不同的产品选择不同的喷涂参数,比如喷涂速度、喷涂厚度等。我们用PLC的配方功能来实现这一点。下面是配方选择的部分代码:
LD X0 // 选择配方1
MOV D200 K10 // 设置喷涂速度
MOV D201 K20 // 设置喷涂厚度
LD X1 // 选择配方2
MOV D200 K15 // 设置喷涂速度
MOV D201 K25 // 设置喷涂厚度
X0和X1是两个选择按钮,分别对应配方1和配方2。D200和D201是喷涂速度和喷涂厚度的参数寄存器。根据选择的配方,PLC会自动调整这些参数。
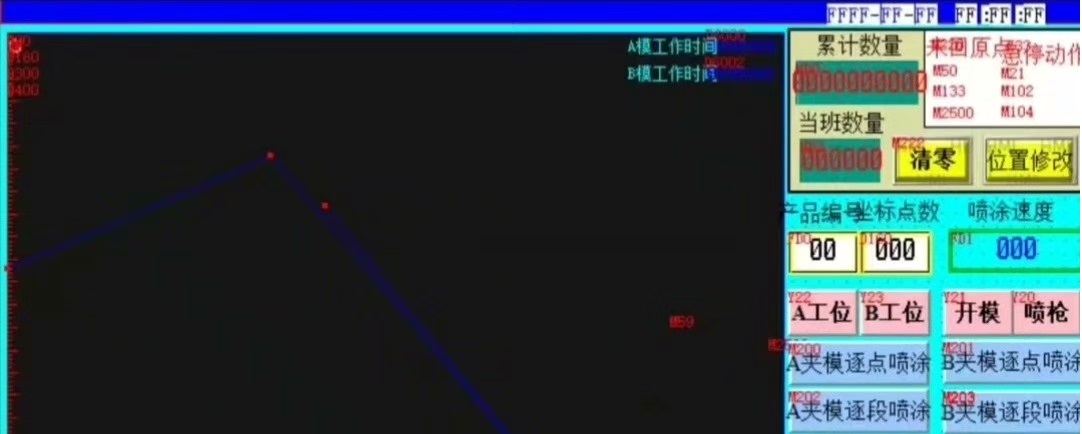
触摸屏程序也是这个项目的一部分,主要是用来操作和监控设备。触摸屏上有一个配方选择界面,操作员可以通过触摸屏选择不同的配方,还可以实时查看各个轴的位置和状态。下面是一个简单的触摸屏界面代码:
SCREEN 1
TEXT "配方选择" 10 10
BUTTON "配方1" X0 50 50
BUTTON "配方2" X1 50 100
TEXT "轴1位置" 10 150
DATA D100 50 150
TEXT "轴2位置" 10 200
DATA D101 50 200
这个界面显示配方选择按钮和各个轴的位置信息。X0和X1是配方选择按钮,D100和D101是轴1和轴2的位置寄存器。触摸屏会实时更新这些数据,方便操作员监控设备状态。
最后说一下牵引示教功能。这个功能主要是让操作员可以手动调整设备的位置,然后PLC会记住这些位置,下次自动运行时就可以按照这些位置来运动。下面是牵引示教的代码:
LD X2 // 启动牵引示教
MOV D110 K1 // 记录轴1的位置
MOV D111 K2 // 记录轴2的位置
MOV D112 K3 // 记录轴3的位置
MOV D113 K4 // 记录轴4的位置
MOV D114 K5 // 记录轴5的位置
MOV D115 K6 // 记录轴6的位置
MOV D116 K7 // 记录轴7的位置
X2是牵引示教的启动信号,D110到D116是各个轴的位置寄存器。PLC会记录下这些位置,下次自动运行时就可以直接调用这些位置数据。
总的来说,这个项目虽然复杂,但信捷PLC的功能还算强大,基本能满足需求。代码部分也尽量简洁明了,方便后期维护和调试。如果你也在做类似的项目,希望这些代码和经验能帮到你。
在工业自动化圈子里混久了,总会被各种奇葩需求逼出点新技能。这次用信捷XD5-48T6-E搞七轴联动喷涂机,最刺激的当属用PLC硬刚伺服插补算法。这玩意儿的牵引示教功能是真的香——操作工拿着喷枪走一遍轨迹,自动记录坐标点,比手工编程省了三倍盒饭钱。
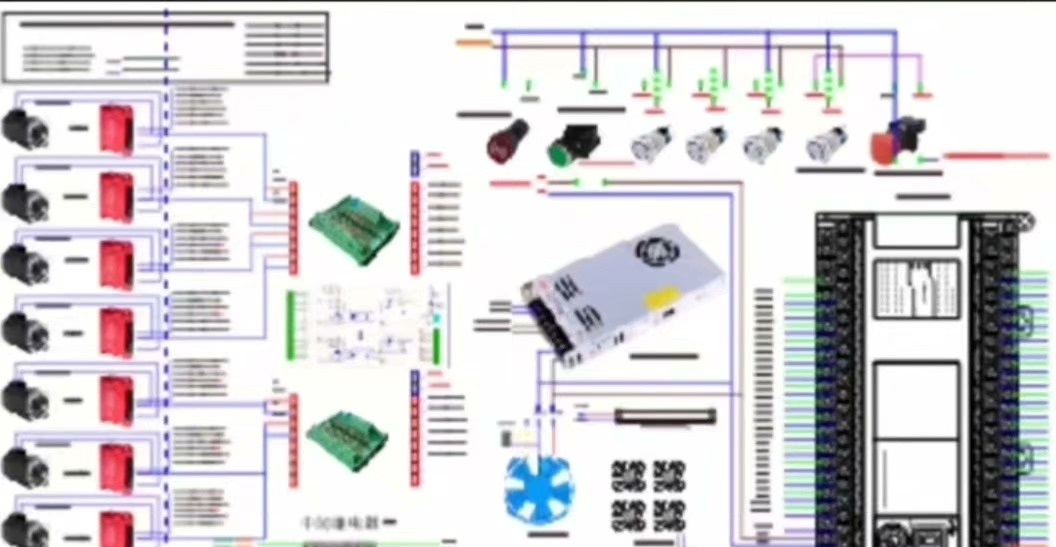
先看伺服轴参数配置的关键代码:
// 轴参数结构体初始化
AxisConfig[1].MaxSpeed := 3000; // 转速上限3000rpm
AxisConfig[1].AccTime := 200; // 加速时间200ms
AxisConfig[1].DecTime := 250; // 减速多给50ms防抖
AxisConfig[1].Backlash := 0.05; // 反向间隙补偿0.05mm
这段看着简单,但实际调试时发现加速曲线陡了会引发机械共振。后来改成S型加减速曲线,瞬间治好了设备"帕金森"。
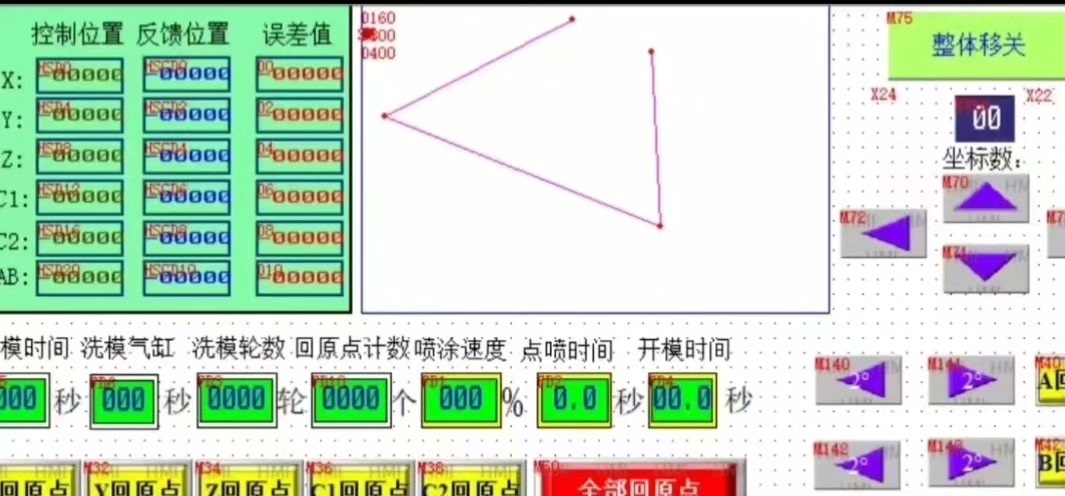
插补算法的核心在运动规划模块:
// 七轴线性插补执行
MC_MoveLinear(
StartPos := ABSOLUTE, // 绝对坐标模式
TargetPos := CurrentRecipe.PosArray[Index], // 配方中存储的目标坐标
Velocity := 80%, // 同步速度百分比
BufferMode := Buffered, // 轨迹缓冲模式
TransitionMode := RadiusSmooth // 拐角平滑处理
);
这里有个坑爹细节:当第六轴转角超过180度时,会默认走最短路径,结果喷枪直接甩出个托马斯回旋。后来在转角点强制插入过渡点才解决,这操作跟游戏里的路径导航bug有异曲同工之妙。
触摸屏上的配方管理界面才是真正的黑科技:
// HMI配方数据绑定
RecipeList.ItemIndex := 0;
RecipeList.DataSource = 'DB_Recipe';
RecipeList.ColumnMapping =
"Name:str|Thickness:real|Speed:int|Pattern:enum";
通过这个映射关系,操作工在屏幕上划拉两下就能切换不同产品的喷涂参数。有次客户临时要试喷新工件,现场改了个螺旋喷涂模式,PLC自动生成的G代码居然比CAM还顺滑。
牵引示教的轨迹录制模块最让人头秃:
// 示教轨迹记录中断处理
IF EmergencyStop THEN
TeachBuffer.Freeze(); // 急停时冻结缓存
TeachPath.SaveToDB(TeachCount); // 自动保存当前路径
TeachCount := TeachCount + 1; // 记录编号自增
RAISE ReteachNeeded; // 触发重新示教异常
END_IF
这部分的坑在于急停信号抖动会导致路径点乱飞,后来加了个20ms的滤波才稳住。现在操作工拉着喷枪跑路时,跟猎犬似的紧咬不放,连手抖画的波浪线都能精确复现。
调试完这套最大的感悟:PLC玩到极致就是拼缝纫机功夫。那些看似死板的指令,组合起来居然能跳机械芭蕾。下次谁再说PLC只能做简单逻辑,直接把这七轴联动的运动轨迹甩他脸上——保证比毕加索的画还抽象。
信捷PLC7轴伺服插补联动XD5-48T6-E做的7轴联动设备,具备牵引示教功能,用PLC做配方,喷涂机程序。
包括PLC和触摸屏程序, 中文详细注释


















 1067
1067

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









