






Solder paste is a mixture of tin powder particles and flux paste. The flux in the solder paste has four static properties and four dynamic properties. The four dynamic properties of the industry is often referred to as "flux" - to remove the oxide layer, prevent re-oxidation, reduce the surface tension of liquid solder, to assist in the transfer of heat; the four static properties include the protection of powdered tin from oxidation, temporary fixation of components (adhesion), to maintain the shape of the paste after printing (anti-sagging), a certain degree of mobility (printability).
There are two popular solutions in the solder paste powder making industry today: centrifugal powder spraying and ultrasonic powder spraying. The processes of sieving, storage, transport and paste mixing after spraying can lead to oxidation of the tin powder. The smaller the tin powder particles, the larger the surface area of tin powder per unit weight, the higher the chance of oxidation. The degree of oxidation of tin powder directly affects the shape and quality of solder joints. The international standard stipulates that the oxygen content of tin powder as shown in Table 1.
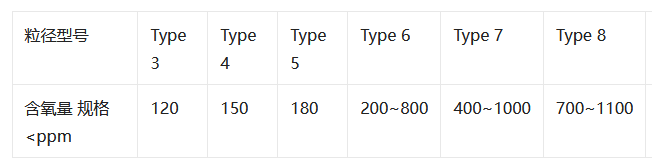
Table 1: different particle size models of tin powder oxygen content standards
Particle size Type 3 Type 4 Type 5 Type 6 Type 7 Type 8
Oxygen content Specification <ppm 120 150 180 200~800 400~1000 700~1100
Many companies have been unable to meet the standard specifications for solder powder used in the actual industry, starting with Type 5 solder powder. This makes the oxygen content of fine powder solder paste increase, which affects the soldering effect. The use of fine particle size solder paste products printed paste amount is very small, which means that the amount of flux in the solder paste is limited; flux both to remove the oxidation layer of the soldering interface, but also by the oxidation layer of tin powder depletion loss. When the flux activity is internal and external depletion, not enough to remove the oxidation layer of the solder interface, there will be a solder joint refuses to weld, the phenomenon of back wetting.
Flux can not effectively remove the oxidised layer of tin powder, tin powder particles in the heating to the melting point above the melting, wrapped by the oxide film can not be fused into a whole, after cooling is still showing more than one granular, this phenomenon is known as the "grape ball". When the oxygen content of the tin powder is too large, the flux to remove the oxide will accumulate on the surface of the solder joints, resulting in grey solder joints, that is, the phenomenon of cold soldering.
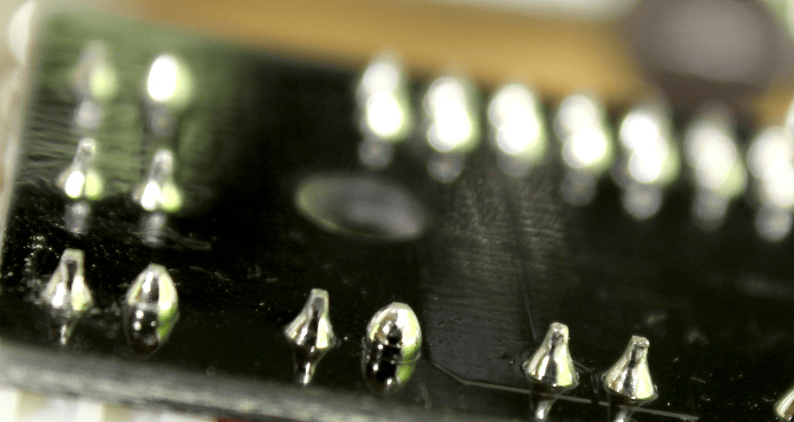
Figure 1. Cold Soldering with Excessive Oxides
Therefore, excessive oxygen content of tin powder will lead to dark, granular solder joints, poor wetting, refusal to solder or shrinkage of tin. To determine whether the cold soldering is caused by the solder paste itself in actual production, it can be verified by the solder bead test in the solder paste feed inspection.
Reasonable control of the oxygen content of the solder paste alloy powder, and then ensure the stability of the process of printing solder paste is one of the keys to controlling the quality of solder paste.
Shenzhen Fitech Co., Ltd. produces ultra-micro solder paste with low oxygen content, stable viscosity, excellent wettability and long time on board, welcome to contact us for product information.















 319
319

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









