







上一篇文章我们分析了8工位的每一个工位情况,这篇我们跟大家聊聊触摸屏部分。
触摸屏拥有:8个主页面,IO点和手动操作有2个分页面
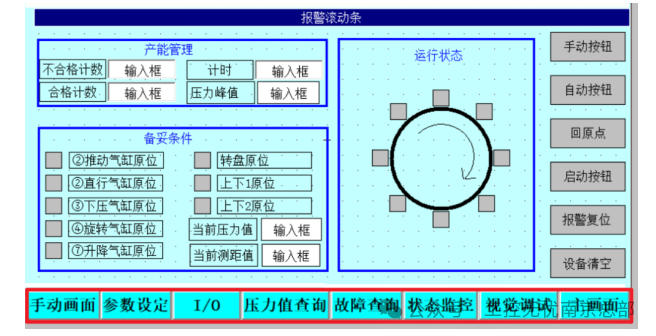
主页面:主画面
涉及到保密问题,我们把标题栏给删掉,大家知道有标题栏就可以了。
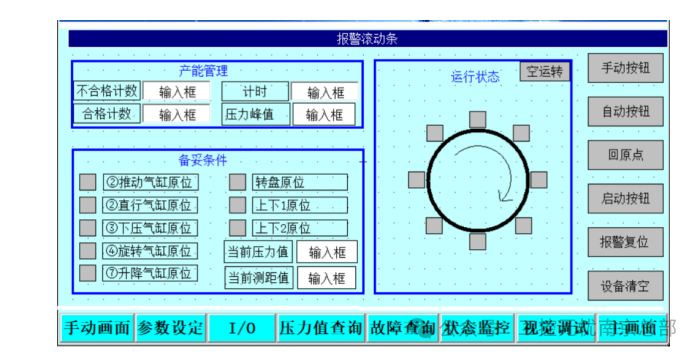
主画面:功能模块
1、下面图片框选的是报警滚动条,实现了每次报警当前报警的内容,并进行循环滚动显示
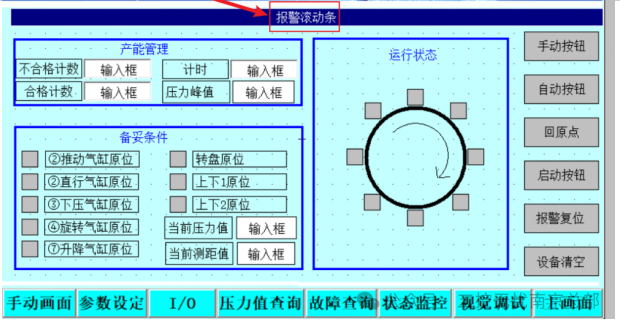
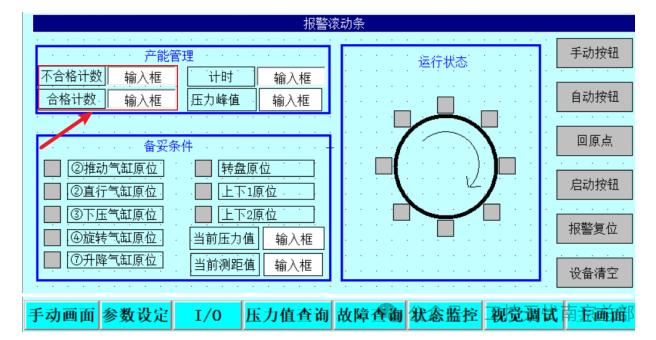
2、下面图片框选的是产能管理中产品的合格数量和不合格数量,产品合格的判定标准是通过振动盘取料工位的基恩士IX传感器和视觉检测工位基恩士的IV传感器判断的
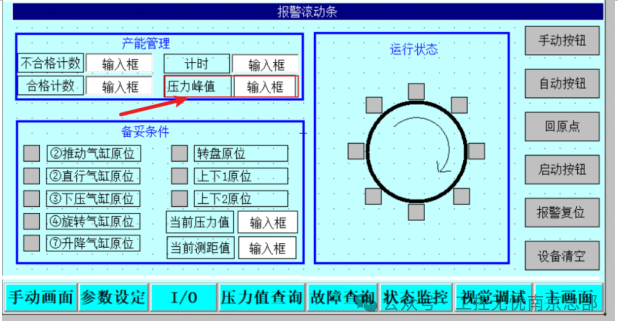
3、下面图片框选的压力峰值是振动盘取料工位垂直伺服安装橡胶头时用到的最大压力值
4、下面图片框选的是各个原位是通过磁开进行反馈的,磁开没有在位就是灰色,在位就是绿色。
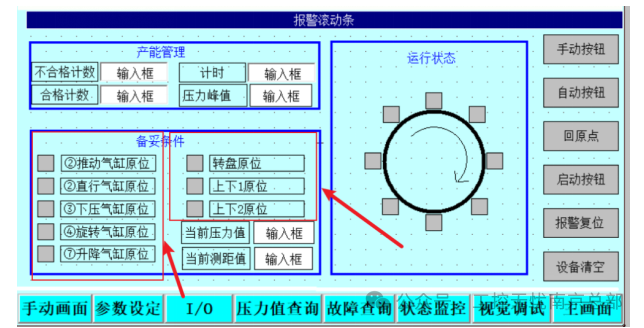
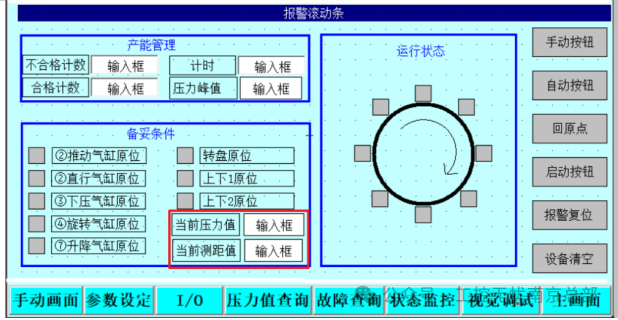
5、下面图片框选的是压力值和测距值,这两个值是实时检测,实时更新数值。
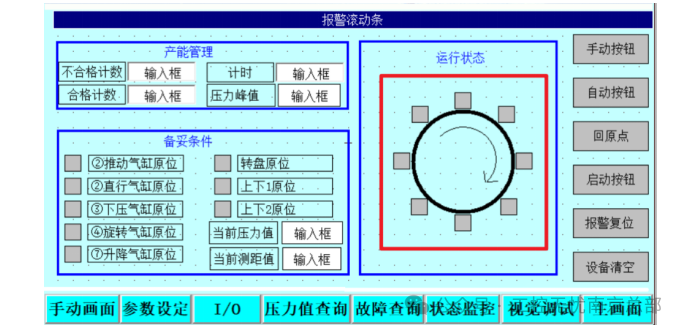
6、下面图片框选的是在自动状态下工位运行状态
7、下面图片框选的是功能按钮
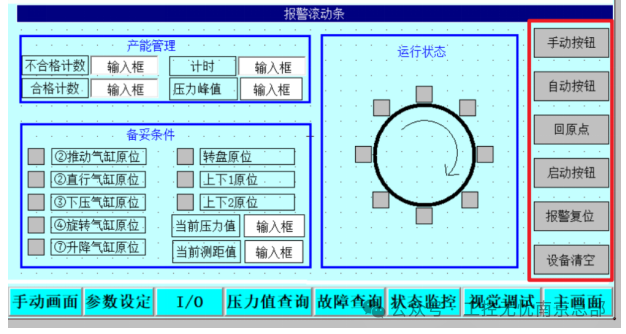
8、下面图片框选的是页面选项按钮
主页面:手动画面一
1、旋转工位点动旋转一格
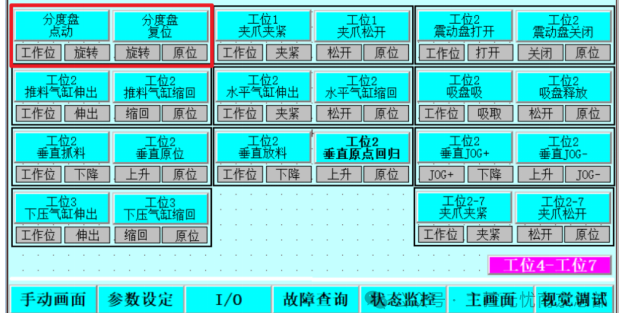
2、人工工位的旋转盘工位上人工夹爪控制夹爪
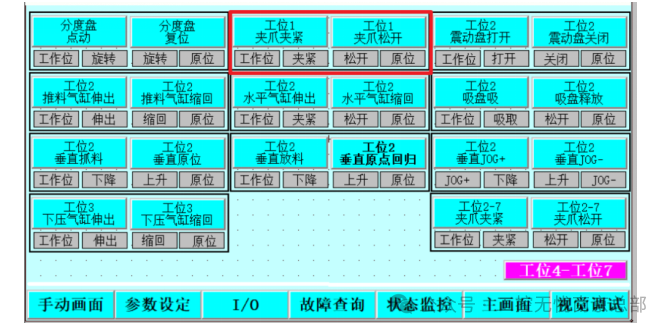
3、工位2上料工位中震动盘和直振控制按钮
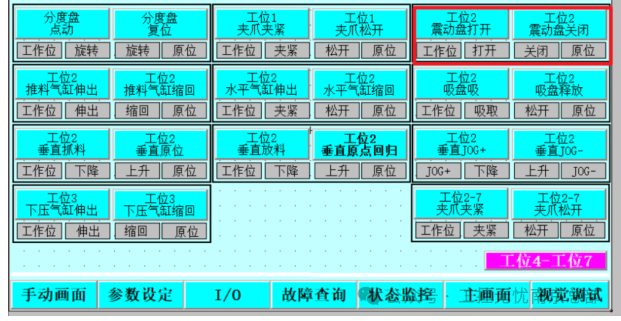
4、下面图片框选的是震动盘推料工位中的水平气缸和垂直伺服的控制按钮
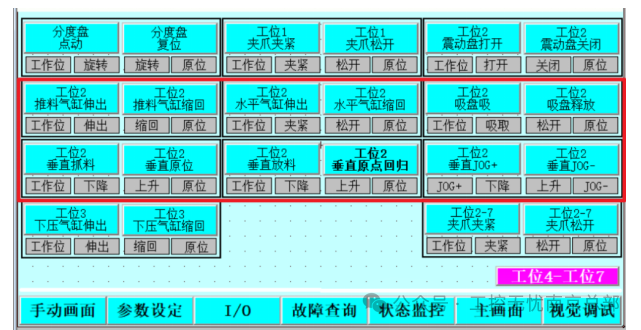
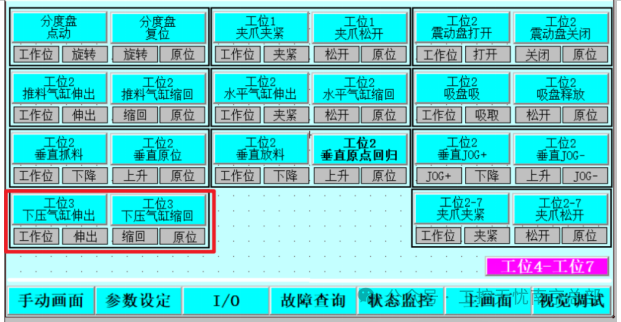
5、下面图片框选的是下压工位的按压橡胶头加固
6、旋转盘上其他2~7工位旋转盘夹爪控制按钮

主页面:手动画面二
7、工位4旋转工位垂直伺服和旋转气缸和夹爪控制按钮
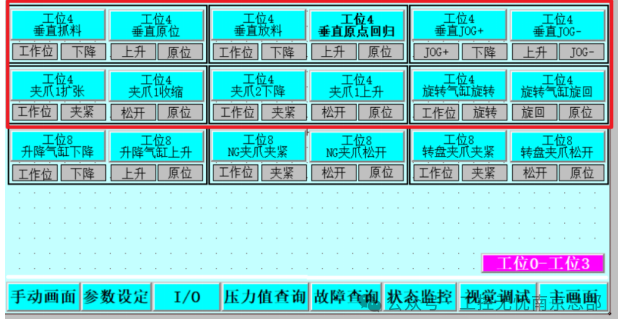
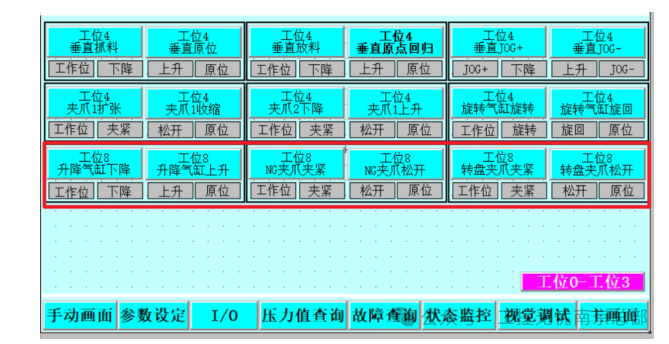
8、工位8排出工位控制按钮
主页面:参数设定
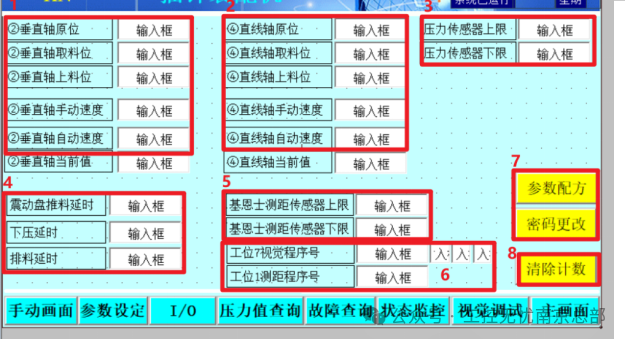
1、工位2震动盘推料工位垂直伺服设置的参数
2、工位4旋转工位垂直伺服设置参数
3、压力传感器上下限,超过就报警
4、推料、取料、按压时间延时
5、测距传感器取值范围,大于或者小于这个范围判定这个工件不合格
6、工位1和工位7的基恩士视觉传感器的程序参数编号
7、参数配方是设置当前界面的参数值,密码更改是更改管理员密码
8、清除计数,清除的是主画面的不合格计数和合格计数
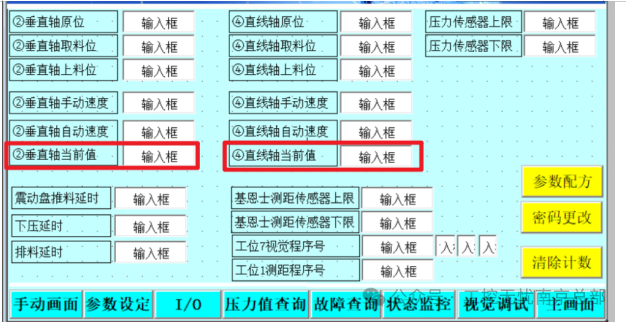
9、伺服当前所在位置离原位的距离
主页面:I/O窗口1
每个点位的作用

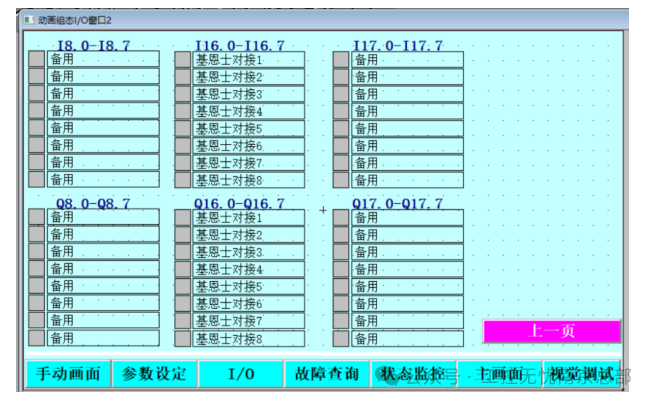
主页面:I/O窗口2
每个点位的作用和备用点位
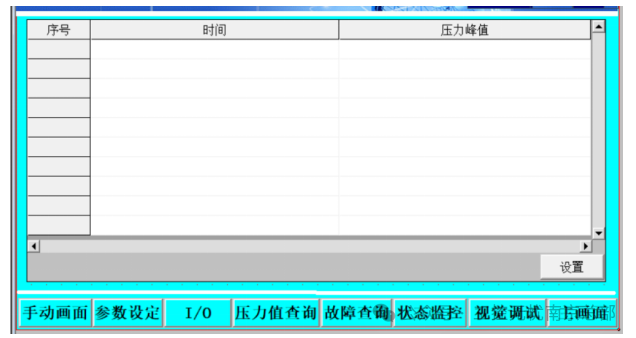
主页面:压力值查询
表格内每次添加存储工件完成一次的压力峰值的数据和历史数据
主页面:故障查询

1、框内表格记录当前的报警故障和存储历史报警记录
2、框中按钮作用如图所示翻页和刷新
主页面:状态监控
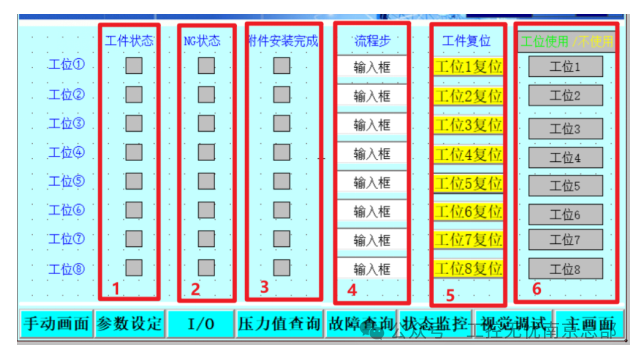
1、工件状态:那几个工位有工件,工位走到了那个步骤
2、NG状态:人工工位、振动盘工位中压力值、测距、视觉检测判定,不合格之间在NG状态上显示
3、附件安装:橡胶头和密封圈安装完成就会在附件安装完成上显示
4、流程步:0是未启动,99是完成;其余数字是流程卡在哪一步,此工位程序未完成
5、工件复位
6、工位使用/不使用:作用是对不使用的工位进行屏蔽,不让其动作,默认其是OK状态,工件在其工位为合格状态
主页面:视觉调试
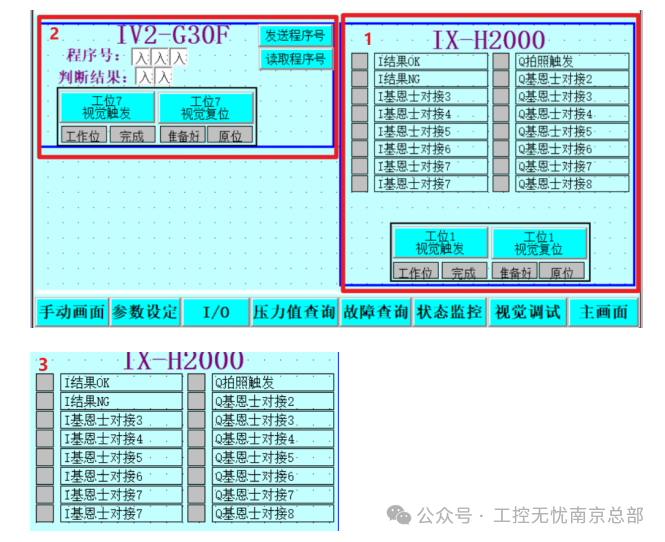
1、人工工位视觉传感器IX通过按钮触发判定工件合不合格,3中会显示闪烁显示
2、视觉检测工位通过触发检测工件直接输出合不合格(NG/OK)
















 178
178

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











