






西门子smart200 pls发脉冲 带加减速 比工艺轴响应块
最近在厂子里调试西门子S7-200 SMART PLC时遇到个挺有意思的需求——用脉冲指令控制伺服电机带加减速,还得比工艺轴组态响应快。老师傅叼着烟说这玩意儿整不明白产线要瘫痪,吓得我抱着编程电缆蹲控制柜边上搞了整宿。
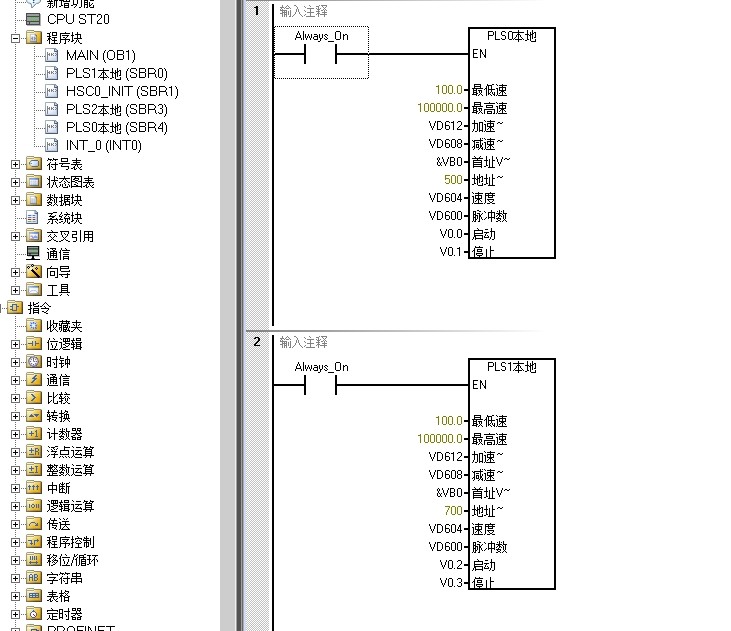
先说结论:直接操作PTO确实比工艺轴快半个身位。关键在SMART200的PTO向导配置要玩得溜,加减速曲线得自己手动调教。先甩个基础配置代码镇楼:
//PTO初始化
MOV_B 16#8D, SMB67 //使能+脉冲+加减速
MOV_W 500, SMW68 //基准周期500μs
MOV_D 20000, SMD72 //总脉冲数
MOV_R 0.5, VD100 //加速率0.5kHz/ms
MOV_R 0.3, VD104 //减速率0.3kHz/ms
这段代码里藏着几个魔鬼细节:
- SMB67的控制字节用了16#8D,相当于同时开启脉冲输出、时基微秒、加减速功能
- 加减速率单位是kHz/ms,换算时得注意别把加速时间算劈叉了
- 实际运行中SMW68这个周期寄存器会动态变化,用状态表监控能看到数值在蹦迪
遇到最坑的是突然停机需求,直接拍急停会导致电机啸叫。后来发现得在程序里埋个软刹车:
//急停处理
LD急停信号
EU
MOV_B 16#CB, SMB67 //立即停止脉冲输出
MOV_D 0, SMD72 //清空剩余脉冲
R Q0.0, 1 //复位输出点
这招妙在同时操作控制字节和输出点,比单纯断开使能信号至少快30ms。有次设备振动导致误触发,我加了条滤波指令才算消停。
实测发现当脉冲频率超过50kHz时,工艺轴的梯形加减速会出现卡顿,而直接PTO操作还能稳如老狗。特别是做S形曲线时,用这个公式计算加速段脉冲数:
N = (F_target^2 - F_initial^2)/(2*a*T_base)
套在STEP7里得转成实数运算,不然会溢出。有回参数设大了直接让PLC死机,重启后挨了生产主管一顿臭骂。
折腾到最后总算调出满意的响应速度。老师傅验收时说了句"比工艺轴快是因为少穿了三条裤衩",你品,你细品。
西门子smart200 pls发脉冲 带加减速 比工艺轴响应块



















 5235
5235

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









