







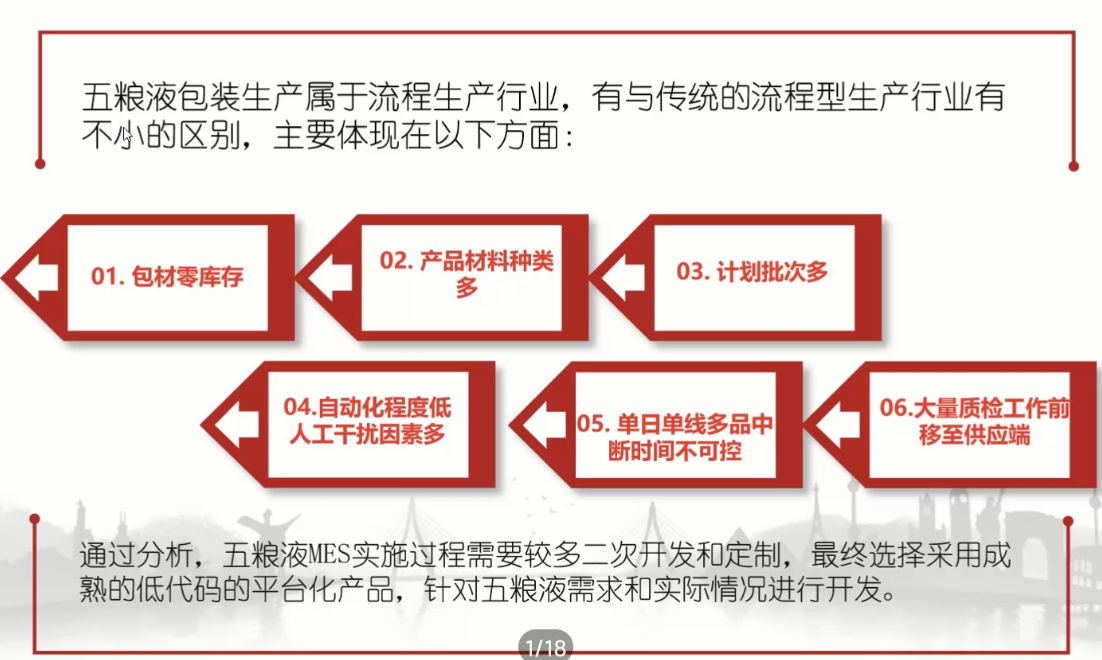
- 建设背景
- 508车间
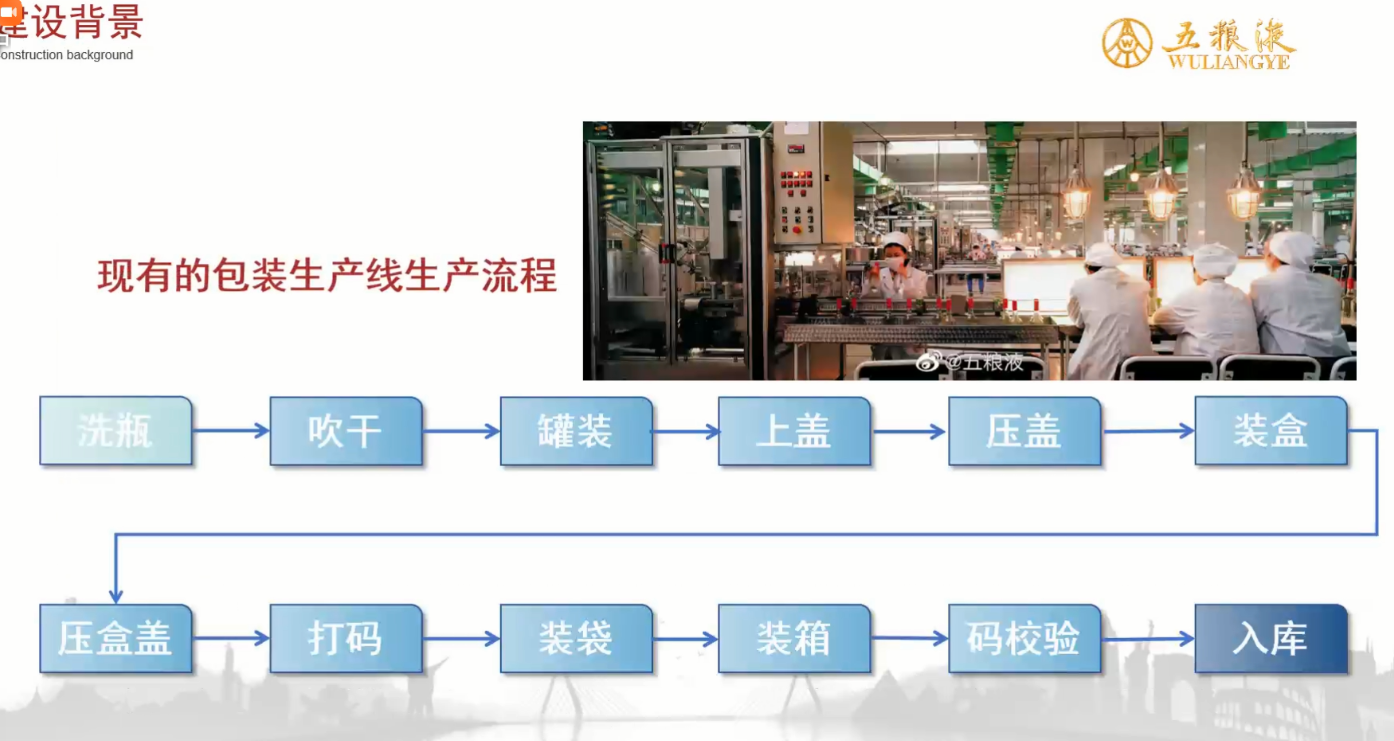
- 现有的包装生产线生产流程
- 生产前
- ·包装线调试
- ·包装材料准备
- ·待包酒准备
- 质量点
- ·计量(计量灌装机)
- ·外观(瓶、盒、箱)
- ·内部杂质
- ·码校验
- 现状
- 排产方式落后
- 质检没有数字化
- 设备管理原始
- 工艺方法缺乏有效管控
- 选型历程
- MES (Manufacturing Execution System)
- MES制造执行系统
- 它是针对企业整个生产制造过程进行管理和优化的集成运行系统。
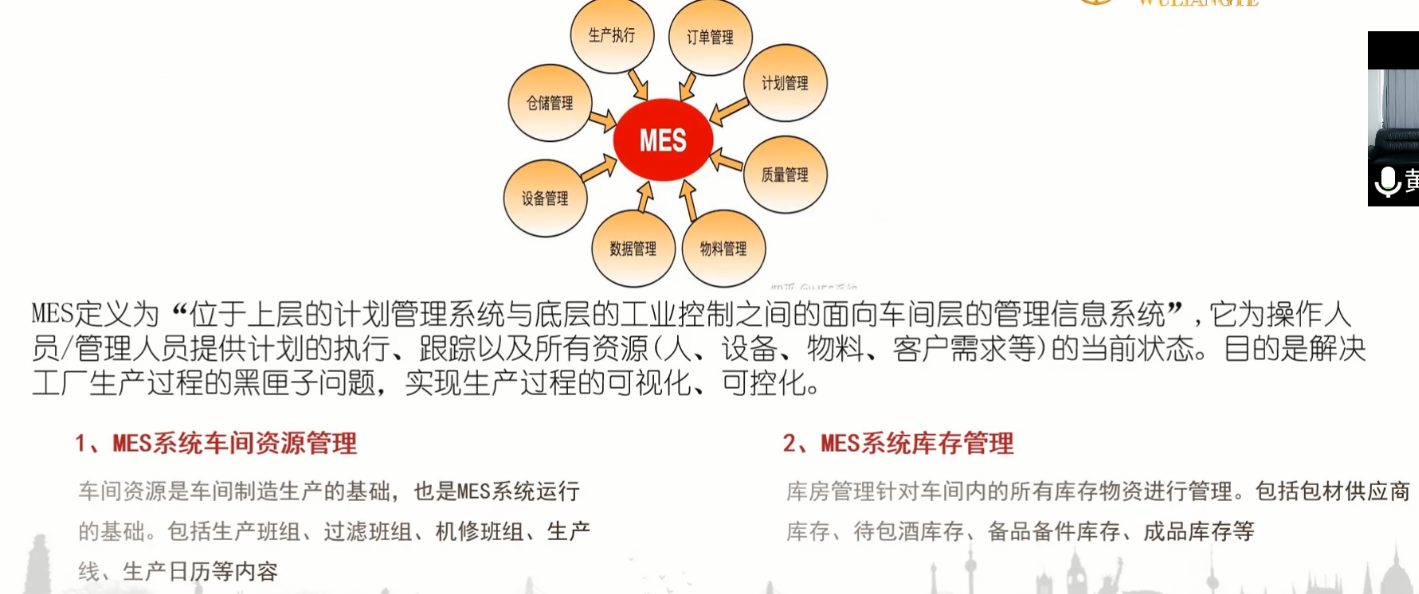
- MES定义为“位于上层的计划管理系统与底层的工业控制之间的面向车间层的管理信息系统”,
- 它为操作人员/管理人员提供计划的执行、跟踪以及所有资源(人、设备、物料、客户需求等)的当前状态。
- 目的是解决工厂生产过程的黑匣子问题,实现生产过程的可视化、可控化。
- 通过前期调研分析,我们认为适合我们的产品应该贯穿有两大管理思想和九大管理功能:
- 5M1E分析法(人、机、料、法、环、测)
- PDCA分析法
- 1、MES系统车间资源管理
- 车间资源是车间制造生产的基础,也是MES系统运行的基础。包括生产班组、过滤班组、机修班组、生产线、生产日历等内容
- 2、MES系统库存管理
- 库房管理针对车间内的所有库存物资进行管理。包括包材供应商库存、待包酒库存、备品备件库存、成品库存等
- 3、MES系统生产过程管理
- 通过PDA、SCADA系统的采集生产过程数据并关联生产任务,管理人员方便掌握生产过程。
- 4、MES系统生产任务管理
- 生产任务管理包括生产任务接收与管理、任务进度展示和任务查询等功能。
- 5、MES系统车间计划与排产管理
- 通过区域平衡和自动排产提高计划员排产效率和生产计划准确性是优化生产流程以及改进生产管理水平的重要手段。
- 6、MES系统物料跟踪管理
- 通过条码技术对生产过程中的物流进行管理和追踪。
- 7、MES系统质量过程管理
- 通过PDA采集工序检验与产品质量管理数据,实现对工序检验与产品质量过程追溯,对不合格品以及整改过程进行严格控制。
- 8、MES系统生产监控管理
- 生产监控实现从生产计划进度和设备运转情况等多维度对生产过程进行监控,实现对车间报警信息的管理。
- 9、MES系统统计分析
- 能够对生产过程中产生的数据进行统计查询,分析后形成报表,为后续工作提供参考数据与决策支持。
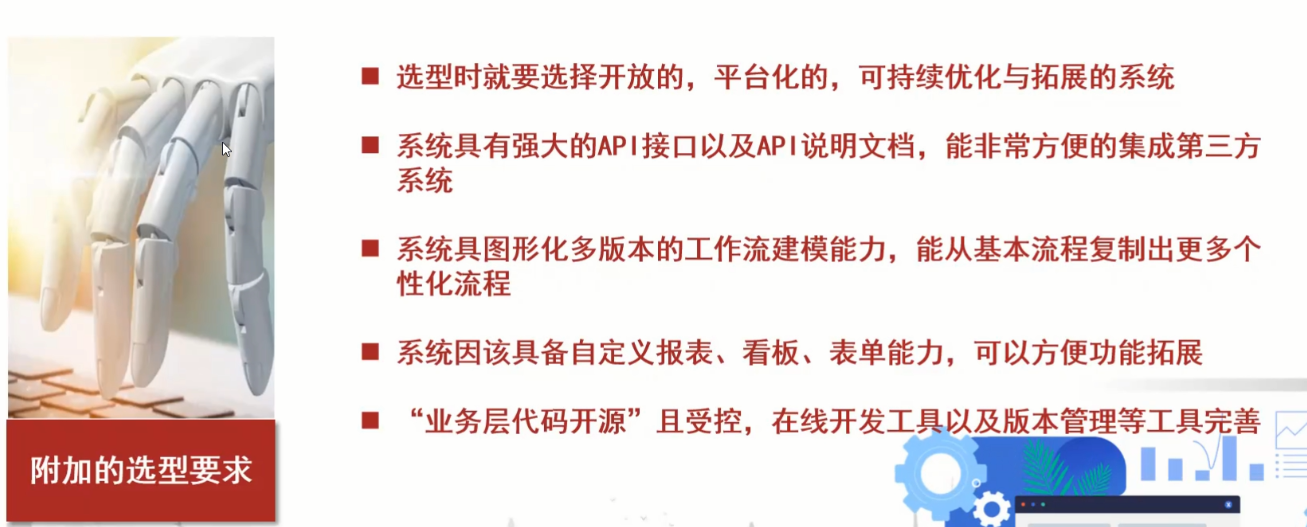
- 附加的选型要求
- 选型时就要选择开放的,平台化的,可持续优化与拓展的系统
- 系统具有强大的API接口以及API说明文档,能非常方便的集成第三方系统
- 系统具图形化多版本的工作流建模能力,能从基本流程复制出更多个性化流程
- 系统因该具备自定义报表、看板、表单能力,可以方便功能拓展
- “业务层代码开源”且受控,在线开发工具以及版本管理等工具完善
- MES制造执行系统
- MES (Manufacturing Execution System)
- 系统建设
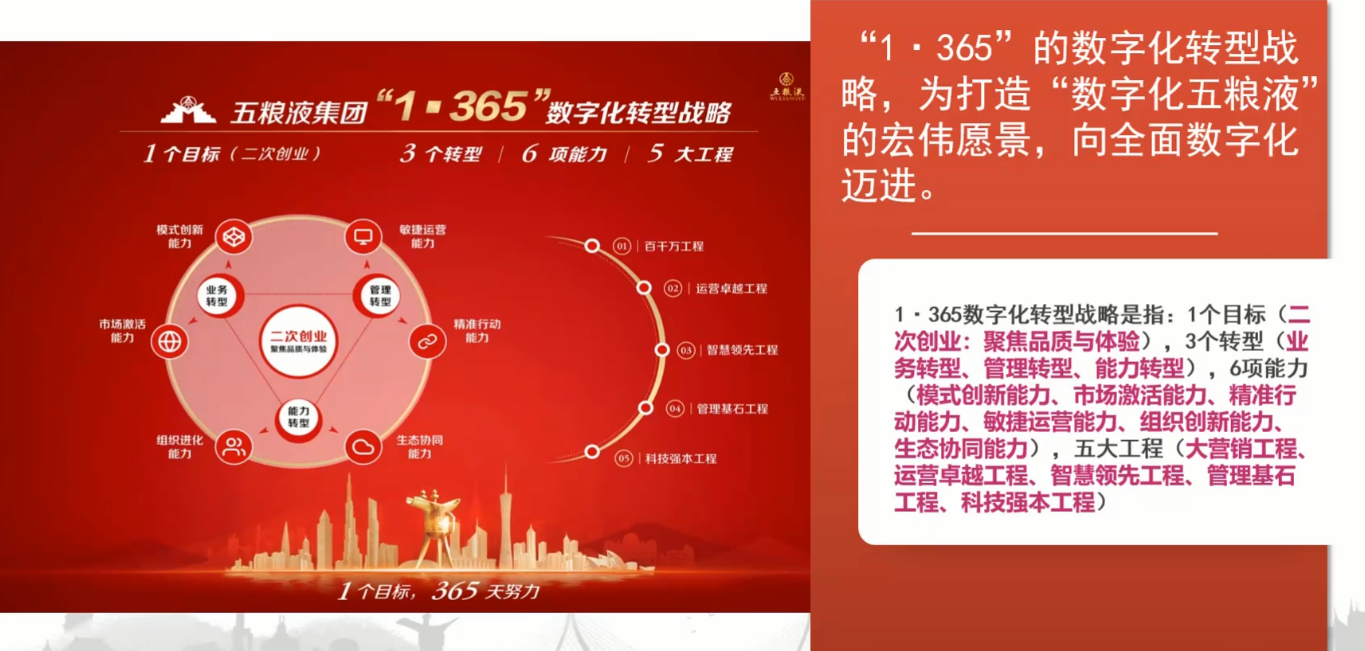
- 五粮液集团“1-365"数字化转型战略
- 为打造“数字化五粮液”的宏伟愿景,向全面数字化迈进。
- 1 - 365数字化转型战略是指:
- 1个目标(二次创业:聚焦品质与体验)
- 3个转型(业务转型、管理转型、能力转型)
- 6项能力(模式创新能力、市场激活能力、精准行动能力、敏捷运营能力、组织创新能力、生态协同能力)
- 五大工程(大营销工程、运营卓越工程、智慧领先工程、管理基石工程、科技强本工程)
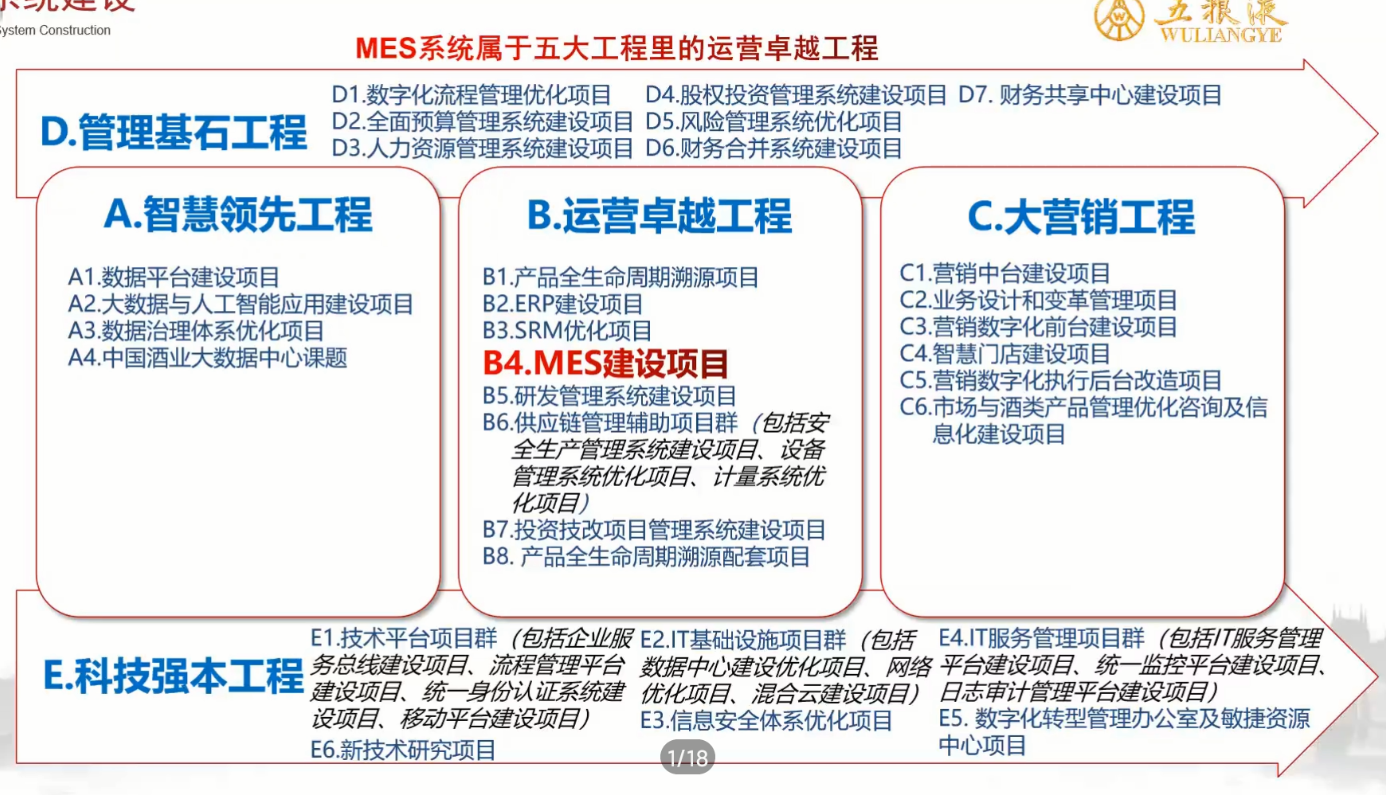
- MES系统属于五大工程里的运营卓越工程
- 核心业务实现集成,数据实现共享
- 五粮液集团“1-365"数字化转型战略
- 建设总结
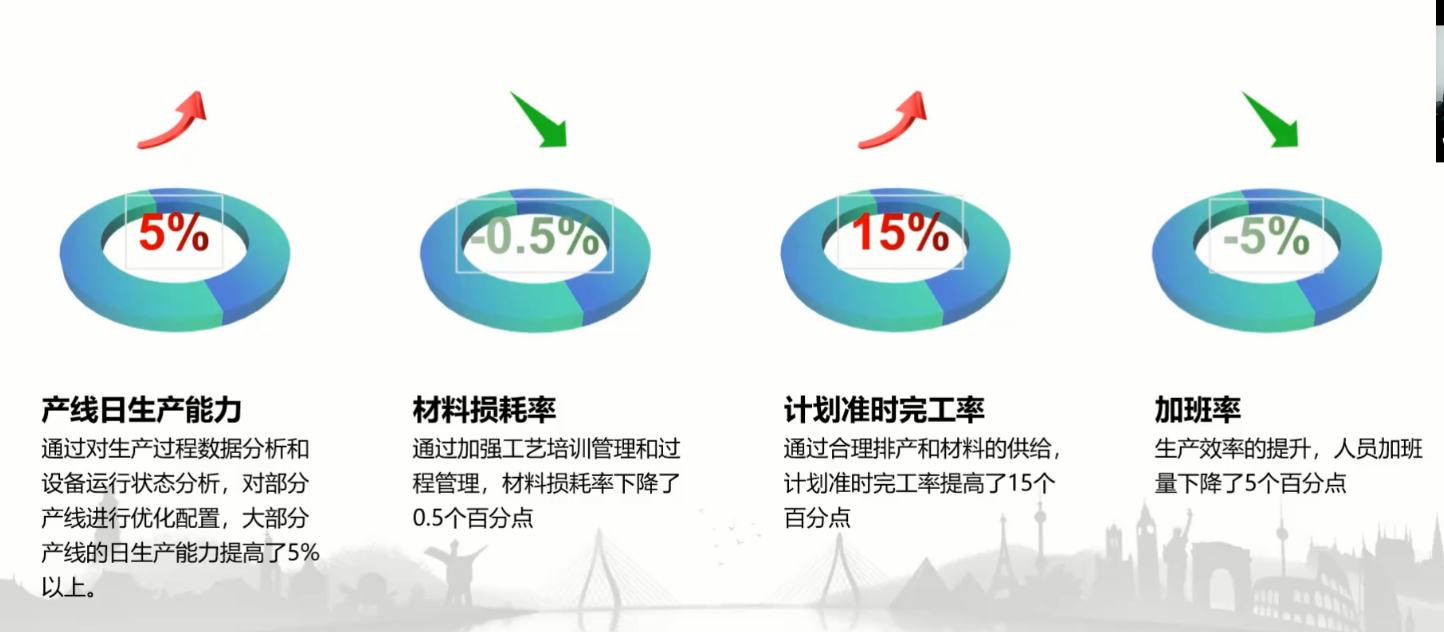
- 系统效益
- 产线日生产能力
- 材料损耗率
- 计划准时完工率
- 加班率
- 经验心得
- 1、涉及人员多,协调难度大实施
- MES系统涉及企业管理、工厂管理、生产管理、车间管理以及各业务专题管理,协调难度大,必须要强调一把手工程,企业主管领导亲自参与MES项目,保证项目协调顺畅,执行及时到位。
- 2、总体规划不足,涉及与其他系统供应商协同
- 在实施MES系统前,应充分发挥信息化建设总体规划的优势,对其他系统供应商提出明确的信息交换的要求,包括边界要求与技术方案。
- 3、容易陷入“大而全”风险
- 做“大而全”的MES会湮没主要目标,“需求蔓延”和“需求镀金”都必须杜绝
- 4、存在与现有应用系统对接的风险
- 应在项目实施计划中明确系统切换计划和业务数据迁移计划
- 1、涉及人员多,协调难度大实施
- 未来规划
- 利用5G+IOT+视觉识别技术,将人机料法环测等要素全面集成,实现包装生产透明化管理。
- 成品酒包装及智能仓储配送一体化概念规划
- 系统效益



























 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









